Относительно недавно построил свой маленький ЧПУ.
В основном фрезерую - сверлю платы и фрезерую акрил.

Далее было решено замутить нормальный шпиндель. Выточил на токарном вот такое чудо:

Вал с цанговым патроном - ER-11.
Вопрос к сообществу - как победить биения и сделать шпиндель под сверла 3.175 без биений? ну хотя бы 5 соток или меньше. Это возможно ?
Первый вал пришел весь кривой косой. Что бы сел на подши пришлось притирать долго и упорно. Конус еще более менее - соток 7-10 бил. Резьба гайки била примерно на 30 соток и вызывала неплохие такие вибрации.
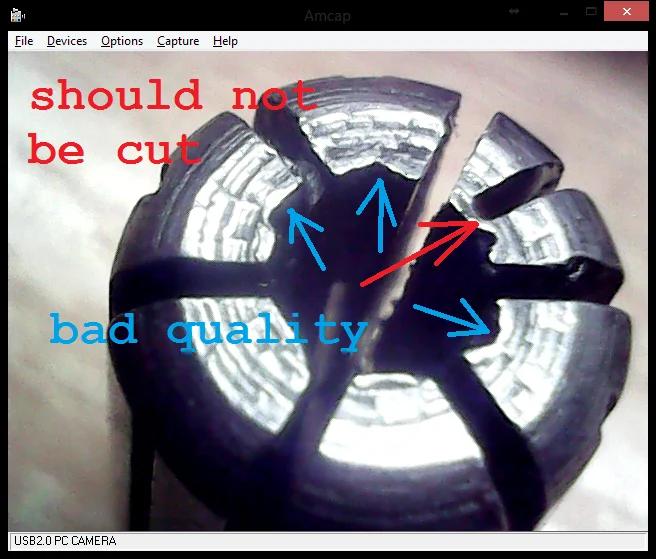
По неумению запорол цангу об бортик внутри гайки - понятия не имел про это все. Цанга стала немного кривой и зажимала уже по разному - то лучше, то хуже, то очень плохо.
Заказал новый вал и цангу с али. Тоже ER-11 - но внешне немного отличался от первого и гайка с резьбой М13, а не М14.
На этот раз вал был гораздо лучше, да и цанга не вызывала сомнений. Биений критичных не обнаружил, но зажимать сверла без биений мне так и не удалось .
Вставляю сверло в цангу, цангу без гайки плотно кладу в конус. Вроде бы не бьет.
Вставляю цангу в гайку. Вставляю сверло. Вставляю все в патрон, но гайку не затягиваю. Плотно прижимаю цангу в конус патрона - вроде тоже не бьет.
И вот глядя на индикатор и закручивая гайку вижу как стрелка индикатора сразу уходит. После затяжки получаю биения до 20 соток. Что хуже чем с кривой цангой на кривом патроне.
То ли я тупой, то ли лыжи не едут. Подскажите пожалуйста, в чем проблема. Или гайка кривая и нужно новую, или цанга кривая. Но если бы цанга была кривая, она бы давала биения и без затяжки гайкой ? или нет ?
Другу заказывали большой шпиндель на 2 кВт, там все идеально и даже есть балансировка на гайке, а биения 2-4 сотки стабильно.