Из практики использования присадочных сверл, могу сказать - для дерева, очень удобно, обороты от 3 до 4х тыс, выше, теоретически можно ( но ставил по аналогии с присадочной головой, раз забыл поменять обороты - на 24тысячах погорело быстро), шпиндель Китай iso 30 (или bt30), пользуюсь сквозными и глухим, чешечные тоже пробовал,
- удобно и быстро, чем выфрезеровывать, особенно когда много.
"Чтобы не создавать отдельную тему ради одного вопроса"
-
vtgmfg
- Мастер
- Сообщения: 1325
- Зарегистрирован: 23 июн 2022, 14:13
- Репутация: 77
- Настоящее имя: Максим
- Контактная информация:
Re: "Чтобы не создавать отдельную тему ради одного вопроса"
тут Форстнера 3-10мм всего.. в чем смысл такой формы я не пойму, но одинаковый хвостовик - это удобно. а может фуфел неработающий
-
limonchik
- Новичок
- Сообщения: 8
- Зарегистрирован: 02 мар 2023, 16:27
- Репутация: 0
- Контактная информация:
Re: "Чтобы не создавать отдельную тему ради одного вопроса"
Подскажите пожалуйста диаметр роликов и винтов для прижима сбоку рельсовых направляющих hgr25. Спасибо
-
nevkon
- Почётный участник

- Сообщения: 2096
- Зарегистрирован: 17 июл 2015, 10:25
- Репутация: 310
- Настоящее имя: Константин
- Откуда: Балаково (Саратовская обл.)
- Контактная информация:
Re: "Чтобы не создавать отдельную тему ради одного вопроса"
Форстнера 3-10мм... Не встречал таких. Самое малое какое видел в продаже вроде 12мм когда искал мелкие (надо было на 15мм).
-
sim31r
- Новичок
- Сообщения: 0
- Зарегистрирован: 31 июл 2023, 16:56
- Репутация: 0
- Настоящее имя: Сергей
- Контактная информация:
Re: "Чтобы не создавать отдельную тему ради одного вопроса"
Вопрос, подойдут ли рельсы Hiwin 7 mm для станка или это будет самое слабое звено?
Собираю себе станочек в качестве хобби проекта. Есть CNC 3018, сначала хотел модернизировать его, для изготовления печатных плат вроде хватает и гравировки по мягким материалам. Пока смотрел обзоры показалось что проще новый собрать, так как заменить в идеале нужно всё. Плюс примерно по той же цене можно размер больше сделать, например собирая 30*40 см рабочее поле, больше уже резко жесткость теряется.
На Авито за недорого (6500 руб рельс 600 мм и 8 кареток) нашел рельсы Hiwin (проект какой-то закрылся и распродали комплектующие), уже пришли. 600 мм длина, проблема что они 7 мм, а для CNC все берут от 12 до 25 мм. По ТТХ вроде хватает с запасом, усилия держат под 500 кг на каждую каретку. Единственное что рельсы через каждые 10-15 мм нужно крепить к основанию, больше ручной работы. Планирую их на Z и Х оси (разрезав как 200 и 400 мм). А на Y c Алиэкспресса пришли 15е рельсы, на подвижный стол.
Есть еще минусы у тонких рельс? Может пылью будут быстрее забиваться? Как вариант оставить их для 3D принтера, а для фрезера купить толстые рельсы, пусть даже на Алиэкспрессе.
План минимум делать печатные платы, заменить лазерный гравер (он уже есть но хлипкий и его нужно дорабатывать все равно). Но вроде станок планируемый должен потянуть и обработку дерева, а там и до цветных металлов недалеко. Так как смотрю что алюминий обрабатывают станки на порядок слабее по жесткости, чем я планирую.
За основу смотрю на этот, правда хочется не 150 кг весом, а переносной, в 30-40 кг, соответственно трубу 100*150 можно заменить на 80*80
viewtopic.php?f=147&t=11250
И этот, он похож на 3D принтер по кинематике и мне понятно как он работает и ось Z жестче получится, без двойного рычага, плюс он повеселее и оригинальнее "обычных":
https://youtu.be/6fq3Bf38AmE
Но алюминий дороже будет. И в отличие от трубы листы алюминия не взять на соседней металобазе.
Собираю себе станочек в качестве хобби проекта. Есть CNC 3018, сначала хотел модернизировать его, для изготовления печатных плат вроде хватает и гравировки по мягким материалам. Пока смотрел обзоры показалось что проще новый собрать, так как заменить в идеале нужно всё. Плюс примерно по той же цене можно размер больше сделать, например собирая 30*40 см рабочее поле, больше уже резко жесткость теряется.
На Авито за недорого (6500 руб рельс 600 мм и 8 кареток) нашел рельсы Hiwin (проект какой-то закрылся и распродали комплектующие), уже пришли. 600 мм длина, проблема что они 7 мм, а для CNC все берут от 12 до 25 мм. По ТТХ вроде хватает с запасом, усилия держат под 500 кг на каждую каретку. Единственное что рельсы через каждые 10-15 мм нужно крепить к основанию, больше ручной работы. Планирую их на Z и Х оси (разрезав как 200 и 400 мм). А на Y c Алиэкспресса пришли 15е рельсы, на подвижный стол.
Есть еще минусы у тонких рельс? Может пылью будут быстрее забиваться? Как вариант оставить их для 3D принтера, а для фрезера купить толстые рельсы, пусть даже на Алиэкспрессе.
План минимум делать печатные платы, заменить лазерный гравер (он уже есть но хлипкий и его нужно дорабатывать все равно). Но вроде станок планируемый должен потянуть и обработку дерева, а там и до цветных металлов недалеко. Так как смотрю что алюминий обрабатывают станки на порядок слабее по жесткости, чем я планирую.
За основу смотрю на этот, правда хочется не 150 кг весом, а переносной, в 30-40 кг, соответственно трубу 100*150 можно заменить на 80*80
viewtopic.php?f=147&t=11250
И этот, он похож на 3D принтер по кинематике и мне понятно как он работает и ось Z жестче получится, без двойного рычага, плюс он повеселее и оригинальнее "обычных":
https://youtu.be/6fq3Bf38AmE
Но алюминий дороже будет. И в отличие от трубы листы алюминия не взять на соседней металобазе.
-
sim31r
- Новичок
- Сообщения: 0
- Зарегистрирован: 31 июл 2023, 16:56
- Репутация: 0
- Настоящее имя: Сергей
- Контактная информация:
Re: "Чтобы не создавать отдельную тему ради одного вопроса"
Почему? Люфтов в них нет, грузоподъемность с запасом (тут для обычной каретки, у меня помощнее, удлиненная).
Плюс они должны быть более ровные по высоте.Статическая грузоподъемность C0, Н 3200
MX, кНм 23.9
MY, кНм 15.8
MZ, кНм 15.8
Болты только мелкие, М3 везде. То есть получается что портал держится 4*4 болтами, усилие на отрыв болта зависит от класса прочности, для самого прочного это около 6 кН на каждый, что тоже выглядит с запасом.
-
Mamont

- Мастер
- Сообщения: 1667
- Зарегистрирован: 10 дек 2015, 12:21
- Репутация: 391
- Настоящее имя: Виталий
- Откуда: РБ Минск
- Контактная информация:
Re: "Чтобы не создавать отдельную тему ради одного вопроса"
Компоновка интересная, позволяет безболезненно увеличивать высоту по z. На высоте понятно что жесткость пониже будет, но внизу такая же .
В видео стоит один двигатель на z. Это не правильно. Портал широкий, будет перекашивать на краях.
Вес 30 40 кг эт не серьезно. Хотя бы 100. Даже простая маса положительно сказывается на фрезеровке. Засыпать профильные трубы песком и вибрации будут прилично гаситься. Необязательно страдать с бетоном, эпоксидкой. Обычный песок.
Портальную пластну обязательно с ребрами жескости надо.
Фрезеровка так себе. Режимы таксебе.
Вместо большой глубины ему надо налегать на подачу, с 500 увеличить до2000.
Везде использовать попутное фрезерование.
Вылет фрезы из патрона больше чем требуется для данной детальки. В 2 раза больше вылет - в 8 раз ниже жесткость на конце фрезы
В видео стоит один двигатель на z. Это не правильно. Портал широкий, будет перекашивать на краях.
Вес 30 40 кг эт не серьезно. Хотя бы 100. Даже простая маса положительно сказывается на фрезеровке. Засыпать профильные трубы песком и вибрации будут прилично гаситься. Необязательно страдать с бетоном, эпоксидкой. Обычный песок.
Портальную пластну обязательно с ребрами жескости надо.
Фрезеровка так себе. Режимы таксебе.
Вместо большой глубины ему надо налегать на подачу, с 500 увеличить до2000.
Везде использовать попутное фрезерование.
Вылет фрезы из патрона больше чем требуется для данной детальки. В 2 раза больше вылет - в 8 раз ниже жесткость на конце фрезы
-
sim31r
- Новичок
- Сообщения: 0
- Зарегистрирован: 31 июл 2023, 16:56
- Репутация: 0
- Настоящее имя: Сергей
- Контактная информация:
Re: "Чтобы не создавать отдельную тему ради одного вопроса"
Да, компоновка интересная. В 3D принтерах используютMamont писал(а): ↑31 июл 2023, 18:25 Компоновка интересная, позволяет безболезненно увеличивать высоту по z. На высоте понятно что жесткость пониже будет, но внизу такая же .
В видео стоит один двигатель на z. Это не правильно. Портал широкий, будет перекашивать на краях.
Вес 30 40 кг эт не серьезно. Хотя бы 100. Даже простая маса положительно сказывается на фрезеровке. Засыпать профильные трубы песком и вибрации будут прилично гаситься. Необязательно страдать с бетоном, эпоксидкой. Обычный песок.
2 мотора по оси Z, думаю подойдут даже Nema 17 два штуки, с трепециадальным винтом с шагом маленьким в 1 мм, там большой скорости линейной не нужно, зато усилие будет с запасом и точность. А на XY можно ШВП дешевые 12 мм и Nema 23.
Ну если уж вес повышать, можно и бетон с арматурой. Или воду/антифриз заливать в герметичную полость, при переноске сливать.Необязательно страдать с бетоном, эпоксидкой. Обычный песок.
-
kfmut
- Мастер
- Сообщения: 922
- Зарегистрирован: 30 янв 2021, 21:34
- Репутация: 147
- Настоящее имя: Максим
- Откуда: г.Тверь
- Контактная информация:
Re: "Чтобы не создавать отдельную тему ради одного вопроса"
это с токарно-каруселных схема, там и надо черпать идеи, чтобы конструктив сделать жёстким
так не получится сделать нормальные холостые ходы, т.к. вес самой балки всегда надо будет тягать, поэтому переходы при фрезеровке придётся делать "по поверхности", иначе чуть ли не кратно время обработки увеличится на некоторых деталюшкахsim31r писал(а): 2 мотора по оси Z, думаю подойдут даже Nema 17 два штуки, с трепециадальным винтом с шагом маленьким в 1 мм, там большой скорости линейной не нужно, зато усилие будет с запасом и точность
и про точность не очень понятно, это про китайские дешёвые винты и гайки?
-
tsipa740
- Опытный
- Сообщения: 130
- Зарегистрирован: 16 июн 2020, 00:09
- Репутация: 15
- Настоящее имя: Sergei
- Контактная информация:
Re: "Чтобы не создавать отдельную тему ради одного вопроса"
Раскритикуйте или предложите лучше пожалуйста:
Надоело крутить шпиндель и менять коллеты и фрезы руками, хочу купить готовую такую перду:
https://priesttools.com/product/power-d ... s-pm-940v/
туда поставить r8 под 20мм и купить пачку вот таких удлиннителей с хвостом под 20мм
https://www.aliexpress.us/item/2255799985259025.html
Из явных минусов вижу что в er16/20/32 особо глубоко фрезу не впихнешь и чтобы вылет убрать придётся хвост фрезы отпиливать буде такое надо.
Надоело крутить шпиндель и менять коллеты и фрезы руками, хочу купить готовую такую перду:
https://priesttools.com/product/power-d ... s-pm-940v/
туда поставить r8 под 20мм и купить пачку вот таких удлиннителей с хвостом под 20мм
https://www.aliexpress.us/item/2255799985259025.html
Из явных минусов вижу что в er16/20/32 особо глубоко фрезу не впихнешь и чтобы вылет убрать придётся хвост фрезы отпиливать буде такое надо.
-
Kupfershcmidt
- Мастер
- Сообщения: 1762
- Зарегистрирован: 04 авг 2019, 15:54
- Репутация: 323
- Настоящее имя: Сергей
- Контактная информация:
Re: "Чтобы не создавать отдельную тему ради одного вопроса"
Какой шпиндель-то?
-
tsipa740
- Опытный
- Сообщения: 130
- Зарегистрирован: 16 июн 2020, 00:09
- Репутация: 15
- Настоящее имя: Sergei
- Контактная информация:
Re: "Чтобы не создавать отдельную тему ради одного вопроса"
Не совсем понял вопрос. Если вопрос про цангу - сейчас там R8 снизу и огромная палка (https://www.aliexpress.us/item/3256803197568962.html) через весь шпиндель которая цангу в конус втягивает. Шпиндель держишь, палку крутишь, цанга втягивается.Kupfershcmidt писал(а): ↑ Какой шпиндель-то?
-
sidor094
- Мастер
- Сообщения: 727
- Зарегистрирован: 20 фев 2014, 09:13
- Репутация: 81
- Настоящее имя: Сергей
- Откуда: Москва
- Контактная информация:
Re: "Чтобы не создавать отдельную тему ради одного вопроса"
А каккие цанги.Резьба под штревель есть только у шпиндельных цанг.
-
tsipa740
- Опытный
- Сообщения: 130
- Зарегистрирован: 16 июн 2020, 00:09
- Репутация: 15
- Настоящее имя: Sergei
- Контактная информация:
Re: "Чтобы не создавать отдельную тему ради одного вопроса"
Спасибо, буду знать - я правда не знал.
Цанги R8 https://osnastka.pro/upload/images/%D0% ... 282%29.png
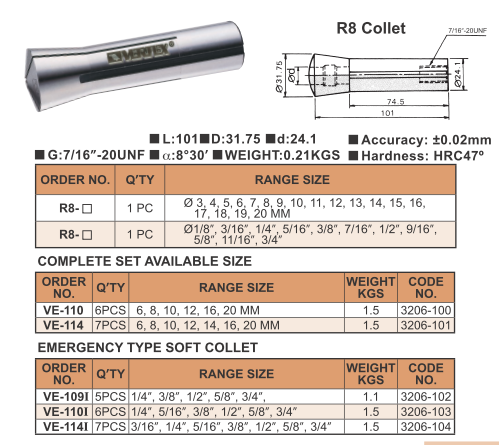{kind=link}
У предложенной конструкции https://priesttools.com/product/power-d ... s-pm-940v/ пружинные шайбы поднимают этот штревель и держат одну несменяемую цангу всегда зажатой, а пневматика по щелчку сопротивляется пружинным шайбам, выдвигает цангу и даёт поменять то что в неё вставлено.
Ну и в целом я чот не уверен как себя поведет бутерброд из R8 => удлиннитель => ER16/20/32 => инструмент. Хорошая ли это идея и стоит ли быстрая смена таких компромисов?
-
Kupfershcmidt
- Мастер
- Сообщения: 1762
- Зарегистрирован: 04 авг 2019, 15:54
- Репутация: 323
- Настоящее имя: Сергей
- Контактная информация:
Re: "Чтобы не создавать отдельную тему ради одного вопроса"
Ну несменяемая это ж не так, её можно сменить, она ж на резьбе...но вообще довольно дорого выходит, и конечно бутерброд опять же...поэтому Тормак свою систему и сделал...но эт конечно такое себе, переходная какая-то вещь.
-
sidor094
- Мастер
- Сообщения: 727
- Зарегистрирован: 20 фев 2014, 09:13
- Репутация: 81
- Настоящее имя: Сергей
- Откуда: Москва
- Контактная информация:
Re: "Чтобы не создавать отдельную тему ради одного вопроса"
Вообще обычно в таком устройстве ставится специальная штанга(шомпол) с лепестковой насадкой на конце https://aliexpress.ru/item/100500587950 ... 4aa6dhGIzm
.А в инструмент вкручивается штревель
https://aliexpress.ru/item/32951043725. ... hna.Кстати я ошибся штревель - это специальный хвостовик ,который вкручивается в держатель инструмента а винт называается шомпол.Штанга(шомпол) опускается,лепестковый зажим открывается,Туда вставляется инструмент со штревелем,затем штанга поднимается ,лепестковый зажим обжимает штревель и тянет держатель инструмента вверх.
.А в инструмент вкручивается штревель
https://aliexpress.ru/item/32951043725. ... hna.Кстати я ошибся штревель - это специальный хвостовик ,который вкручивается в держатель инструмента а винт называается шомпол.Штанга(шомпол) опускается,лепестковый зажим открывается,Туда вставляется инструмент со штревелем,затем штанга поднимается ,лепестковый зажим обжимает штревель и тянет держатель инструмента вверх.
-
Kost_irk
- Мастер
- Сообщения: 838
- Зарегистрирован: 19 июл 2018, 07:46
- Репутация: 194
- Откуда: Иркутск
- Контактная информация:
Re: "Чтобы не создавать отдельную тему ради одного вопроса"
У него шпиндель R8, там нет таких благ цивилизации, насколько я знаю.
У держателей TTS есть специальное шлифованное кольцо, которое упирается в торец шпинделя и обеспечивает повторяемость установки по длине инструмента, у китайских переходников такого не будет. Надо или колхозить кольцо на каждый держатель, или обеспечивать измерение инструмента в шпинделе.