Страница 1 из 2
Автоматическая смена инструмента
Добавлено: 20 фев 2018, 18:13
plotik
На фрезерном станке есть магазин и тулсеттер. осьZ --0 вверху внизу минус 200. Не понимаю логики привязки и компенсации инструмента.
Допустим вставили инструмент Т1 --обнулились на заготовке. Затем вставили инструмент в магазин. При включении УП шпиндель поедет за Т1 инструментом затем на тулсеттер--внесёт компенсацию в таблицу- положительное число . Остановим программу. Подведём к заготовке --если нажать кнопку touch off tool то компенсация в таблице станет 0. Если нажать touch of "P1 G54" тогда компенсация всё равно учитывается. Должно же по идее компенсация инструмента T1 равна нулю а остальные
инструменты должны иметь или положительные или отрицательные числа относительно нуля Т1.
Объясните как это правильно делается. И учитывается ли высота тулсеттера(по идее не должно)
Re: Автоматическая смена инструмента
Добавлено: 20 фев 2018, 18:29
aftaev
plotik писал(а):Затем вставили инструмент в магазин.
В магазин вставляются оправки. Конус торчит сверху магазина и высота конусов почти одинаковая. Сам инструмент зажат в оправках, торчит снизу оправок и может быть любой длины.
Так как магазин стационарен и никуды не перемещается как тиски, у него есть абсолютные координаты. Когда нужно сменить инструмент, станок едет на нужный инструмент по абсолютным координатам. Когда произошла смена инструмента G43 М06Т1Н1 данные длины корректировки берутся из таблицы.
Вот как то так.
Re: Автоматическая смена инструмента
Добавлено: 20 фев 2018, 18:37
plotik
aftaev писал(а): Когда произошла смена инструмента G43 М06Т1Н1 данные длины корректировки берутся из таблицы.
Вот как то так.
Это всё понятно. непонятно откуда инструмент номер один узнает ноль заготовки--т.е он должен как-то привязан к нулю заготовки а от него уже другие инструменнты в процессе смены и измерения должны плясать. Как на практике это делается?
Re: Автоматическая смена инструмента
Добавлено: 20 фев 2018, 18:41
nik1
Перед работой задаешь 0 на заготовке и дальше по твоему сценарию
инструменты естено промеряются и длины забиваются в таблицу инструментов
Re: Автоматическая смена инструмента
Добавлено: 20 фев 2018, 18:46
plotik
nik1 писал(а):Перед работой задаешь 0 на заготовке и дальше по твоему сценарию
инструменты естено промеряются и длины забиваются в таблицу инструментов
0 первым инструментом вручную? в процессе выполнения УП он же потом поедет на измерение и внесёт коррекцию --это правильно?
Re: Автоматическая смена инструмента
Добавлено: 20 фев 2018, 18:56
nik1
Смотря какие возможности имеются
я обнуляю датчиком ЦИ
Можно фрезой , не важно с каким номером, главное что бы она была промерена и забита в таблицу
Пыс, у меня другая система, но думаю суть процесса одинаковая
Re: Автоматическая смена инструмента
Добавлено: 20 фев 2018, 20:09
aftaev
plotik писал(а): Как на практике это делается?
Могу для токарки lcnc объяснить. У тебя так понимаю Lcnc, но фрезерная?
для Axis
Включается станок, выгоняется в
HOME.
Вызывается первый инструмент
G43 M06T1H1. Подъехал к заготовке к нулю, выбираешь нужную ось например Z- жмешь кнопку
Задать отступ, выбираешь систему
координат G54 - ОК. Задали начало координат для G54
Если таблица инструментов не задана. Так же -
Задать отступ, Таблица инструментов Z = 0.
Далее вызываешь второй инструмент
G43 M06T2H1 подъезжаешь к нулю заготовки,
задать отступ, таблица инструментов Z=0.
Re: Автоматическая смена инструмента
Добавлено: 20 фев 2018, 20:24
verser
plotik писал(а):
Объясните как это правильно делается. И учитывается ли высота тулсеттера(по идее не должно)
Когда встретили M6 Tx , отправляем текущий инструмент на toolsetter и получаем какой-то результат по Z =
ts_result_x. Но не он прописывается в таблицу инструмента для этого инструмента Tx, а результат вычисления
где:
ts_result_1 - это обмер на toolsetter базового инструмента T1, который делали в самом начале и запомнили Z
blockheight - это когда в самом начале подводили инструмент T1 к поверхности заготовки (вручную, если это не центроискатель) и запомнили Z.
Re: Автоматическая смена инструмента
Добавлено: 20 фев 2018, 20:41
verser
В
Auto Tool Measurement формула
вычисляется и прописывается в таблицу инструмента автоматически после обмера этого инструмента по команде M6.
Значения переменных берутся из начальных обмеров
ts_result_1:
blockheight:
Если используется фреза, а не центроискатель, то не нужно жать на кнопку "probe Workpiece", а внести вручную в это поле значение Z, коснувшись первой фрезой поверхности заготовки.
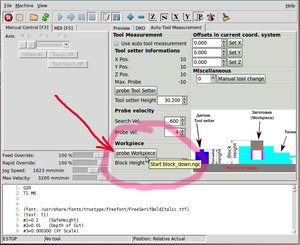
- block.jpg (47.28 КБ) 3913 просмотров
Re: Автоматическая смена инструмента
Добавлено: 20 фев 2018, 21:24
plotik
aftaev писал(а):Задать отступ, Таблица инструментов Z = 0.
а где эта кнопка
verser писал(а):Но не он прописывается в таблицу инструмента для этого инструмента Tx
как это не прописывается
Re: Автоматическая смена инструмента
Добавлено: 20 фев 2018, 21:31
aftaev
plotik писал(а):а где эта кнопка
Скрин Lcnc покажи.
Re: Автоматическая смена инструмента
Добавлено: 20 фев 2018, 21:35
plotik
но там нет упоминания таблица инструментов
Re: Автоматическая смена инструмента
Добавлено: 20 фев 2018, 21:40
aftaev
plotik писал(а):но там нет упоминания таблица инструментов
Нажми на кнопку где написано
P1 G54 у тебя на скрине, и покажи что внизу списка.
Re: Автоматическая смена инструмента
Добавлено: 20 фев 2018, 21:46
plotik
aftaev писал(а):plotik писал(а):но там нет упоминания таблица инструментов
Нажми на кнопку где написано
P1 G54 у тебя на скрине, и покажи что внизу списка.
c активной кнопкой не скришотиться
так напишу
p1 g54
p2 g55
p3 g56
p4 g57
p5 g58
p6 g59
p7 g59.1
p8 g59.2
p9 g59.3
Re: Автоматическая смена инструмента
Добавлено: 20 фев 2018, 21:48
nkp
под этой кнопкой кнопка
Re: Автоматическая смена инструмента
Добавлено: 20 фев 2018, 21:50
aftaev
Оно не появится пока инструмент не выбран или G54 не обнулил.
Жмакаешь на клаве F5, переходишь в MDI и набираешь G43 M06T1H1 выполнить. Потом опять вернись, подведи фрезу примерно к нулю заготовки и нажми Задать отступ G54 Z=0
После этого Таблица должна появиться.
Re: Автоматическая смена инструмента
Добавлено: 20 фев 2018, 21:51
aftaev
nkp писал(а):под этой кнопкой кнопка
У меня старая версия и русская

Re: Автоматическая смена инструмента
Добавлено: 20 фев 2018, 22:02
plotik
aftaev писал(а):Оно не появится пока инструмент не выбран или G54 не обнулил.
Жмакаешь на клаве F5, переходишь в MDI и набираешь G43 M06T1H1 выполнить. Потом опять вернись, подведи фрезу примерно к нулю заготовки и нажми Задать отступ G54 Z=0
После этого Таблица должна появиться.
Сделал. Ничего не появилось
Re: Автоматическая смена инструмента
Добавлено: 20 фев 2018, 22:07
aftaev
plotik писал(а):Сделал. Ничего не появилось
nkp написал же:
nkp писал(а):под этой кнопкой кнопка
Жми кнопку
Tool Touch Off
Re: Автоматическая смена инструмента
Добавлено: 20 фев 2018, 22:37
plotik
nkp писал(а):под этой кнопкой кнопка
Toll touch off сбрасывае результат измерения инструмента в таблице в ноль. Логический дисонанс --пример с инструментом номер 1. Установили ноль заготовки--tool touch off. Включили УП -взяли инструмент номер 1- поехали измерились(если тулсеттер выше заготовки пишем + ниже -) --записали компенсацию инструмента номер 1 в таблицу --
сделали отступ g43 --пилим
Чего-то я не догняю в логике построений. По идее должы измерить на тулсеттере и инструмент номер 1 при tool touch off уже недолжен ехать мерить и тем более делать отступы
код такой
кстати почему у меня в gcode не видит #<_current_tool> а только #<_current_pocket>