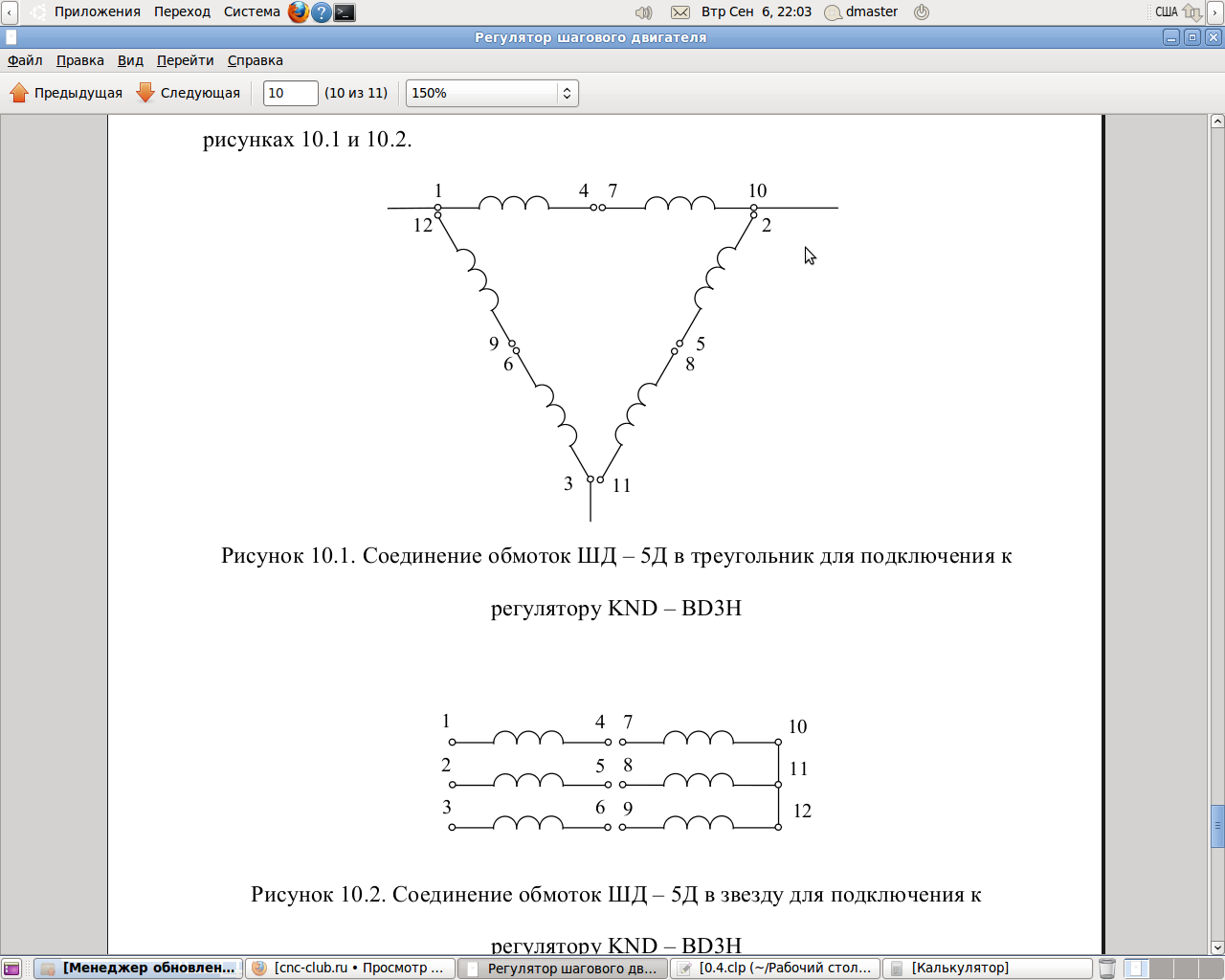
при таком подключении в реальности все провода получаются и замкнутыми на коротко в треугольник . и не спалю ли я чего , если поключу неправильно ?
Модернизация токарного станка
-
Dmaster

- Мастер
- Сообщения: 1272
- Зарегистрирован: 15 июл 2011, 13:36
- Репутация: 476
- Контактная информация:
Re: Модернизация токарного станка
Еще вопросец по шаговику....
при таком подключении в реальности все провода получаются и замкнутыми на коротко в треугольник . и не спалю ли я чего , если поключу неправильно ?
при таком подключении в реальности все провода получаются и замкнутыми на коротко в треугольник . и не спалю ли я чего , если поключу неправильно ?
" Linux CNC - наше всё"
-
Nick

- Мастер
- Сообщения: 22776
- Зарегистрирован: 23 ноя 2009, 16:45
- Репутация: 1735
- Заслуга: Developer
- Откуда: Gatchina, Saint-Petersburg distr., Russia
- Контактная информация:
Re: Модернизация токарного станка
А с чего ты должен что-то спалить? Разве что драйвер, если у него нет от этого защиты во многих драйверах стоит защита от КЦ обмоток. А какой у тебя драйвер?

-
Nick
- Мастер
- Сообщения: 22776
- Зарегистрирован: 23 ноя 2009, 16:45
- Репутация: 1735
- Заслуга: Developer
- Откуда: Gatchina, Saint-Petersburg distr., Russia
- Контактная информация:
Re: Модернизация токарного станка
Лучше добавь переключатель, чтобы можно было пощелкать, типа:Dmaster писал(а):Сделаю так
||-------------------------%Q1(S)---|
|----------------%I1| |------------%Q1()----|
-
Dmaster
- Мастер
- Сообщения: 1272
- Зарегистрирован: 15 июл 2011, 13:36
- Репутация: 476
- Контактная информация:
Re: Модернизация токарного станка
modbus comminication FAILED! пля(
после настройки самого modbus закрываю окно и пишет"modbus comminication FAILED" ... вчера похоже внимания не обратил
Может стоило взять просто СOM реле без modbus? Из хала-то на сом можно отправить сигнал так-же как на LPT?
после настройки самого modbus закрываю окно и пишет"modbus comminication FAILED" ... вчера похоже внимания не обратил
Может стоило взять просто СOM реле без modbus? Из хала-то на сом можно отправить сигнал так-же как на LPT?
" Linux CNC - наше всё"
-
Nick
- Мастер
- Сообщения: 22776
- Зарегистрирован: 23 ноя 2009, 16:45
- Репутация: 1735
- Заслуга: Developer
- Откуда: Gatchina, Saint-Petersburg distr., Russia
- Контактная информация:
Re: Модернизация токарного станка
Только если писать отдельный компонент... Напрямую нельзя.Dmaster писал(а):Из хала-то на сом можно отправить сигнал так-же как на LPT?
Поставь там галку на Debug level 3 - от тогда должен выдавать много информации по работе modbus. Может там чего-то дельное напишет... Писать будет либо в окно терминала, либо в отдельный файл.
-
Nick
- Мастер
- Сообщения: 22776
- Зарегистрирован: 23 ноя 2009, 16:45
- Репутация: 1735
- Заслуга: Developer
- Откуда: Gatchina, Saint-Petersburg distr., Russia
- Контактная информация:
Re: Модернизация токарного станка
В переменной %E0 может быть дополнительная информация по ошибке.
Кстати, не знаешь что за режимы Modbus/TCP и Modbus/RTU?
Кстати, какой у тебя slave address? В доках пишут, что этот адрес как-то устанавливается на устройстве...
Кстати, не знаешь что за режимы Modbus/TCP и Modbus/RTU?
Кстати, какой у тебя slave address? В доках пишут, что этот адрес как-то устанавливается на устройстве...
-
Dmaster
- Мастер
- Сообщения: 1272
- Зарегистрирован: 15 июл 2011, 13:36
- Репутация: 476
- Контактная информация:
Re: Модернизация токарного станка
адрес на втором компорте 0х0012 modbus/TCP поддерживает устройства через ethernet имея свой IP.. то-бишь по сети.
RTU это RS232 или RS 432
slave address а вот что есть slave adress я не в курсе.
Посетила мысь... ужасная и беспощадная.
purelogic Pla001mb 2 шт 2240 + сом контроллер 400р = 2640 ( 16 реле+ гемРОООЙ по настройке)
плата 16 реле ( коими разжился) 1100 + LPT 2x контроллер 360= 1400 ( 16 реле - геморой+ еще и десяток входов добавится)
RTU это RS232 или RS 432
slave address а вот что есть slave adress я не в курсе.
Это блин как?Nick писал(а):В переменной %E0 может быть дополнительная информация по ошибке
Посетила мысь... ужасная и беспощадная.
purelogic Pla001mb 2 шт 2240 + сом контроллер 400р = 2640 ( 16 реле+ гемРОООЙ по настройке)
плата 16 реле ( коими разжился) 1100 + LPT 2x контроллер 360= 1400 ( 16 реле - геморой+ еще и десяток входов добавится)
" Linux CNC - наше всё"
-
Nick
- Мастер
- Сообщения: 22776
- Зарегистрирован: 23 ноя 2009, 16:45
- Репутация: 1735
- Заслуга: Developer
- Откуда: Gatchina, Saint-Petersburg distr., Russia
- Контактная информация:
Re: Модернизация токарного станка
Главный плюс второго - все реалтаймоское и хорошо прописывается в HAL.
По slave address пишут, что обычно это число 0....255 и оно каким-то образом прописывается на устройстве. Нужно для того, чтобы по одному проводу можно было с несколькими устройствами общаться.
По slave address пишут, что обычно это число 0....255 и оно каким-то образом прописывается на устройстве. Нужно для того, чтобы по одному проводу можно было с несколькими устройствами общаться.
Посмотри в Classic ladder по идее должна быть переменная %E0, пишут, что если с modbus ошибка, то в этой переменной может быть более подробная информация.Dmaster писал(а):В переменной %E0 может быть дополнительная информация по ошибке Это блин как?
-
Dmaster
- Мастер
- Сообщения: 1272
- Зарегистрирован: 15 июл 2011, 13:36
- Репутация: 476
- Контактная информация:
Re: Модернизация токарного станка
Всё равно не понимаю как посмотреть переменную((( ... наверное завязывать пора с этим modbus? Да здравствует LPT!!! Проверю стабильность срабатывания сегодня и вперед. , да.. а вот колличество лпт портов в EMC Ограничено только воображением, ведь так?
" Linux CNC - наше всё"
-
Nick
- Мастер
- Сообщения: 22776
- Зарегистрирован: 23 ноя 2009, 16:45
- Репутация: 1735
- Заслуга: Developer
- Откуда: Gatchina, Saint-Petersburg distr., Russia
- Контактная информация:
Re: Модернизация токарного станка
Наверное да, лишь бы они нормально в системе адресовались.
В classic ladder есть окошко, где можно переменные просматривать. Там по идее должен быть и %E0...
В classic ladder есть окошко, где можно переменные просматривать. Там по идее должен быть и %E0...
-
Dmaster
- Мастер
- Сообщения: 1272
- Зарегистрирован: 15 июл 2011, 13:36
- Репутация: 476
- Контактная информация:
Re: Модернизация токарного станка
ШД5 ЗАВЕРТЕЛСЯ!!!!!!!!!!!!!!!!!!!!!!!!!. только немного непонятно.. при большом ускорении он как бы проскальзывает.. такое чувство. что там встроен фрикцион какой-то.. вроже жужит. а вроде стоит и рукой вал свободно крутится при этом.
Глупая попытка прокрутить мотор рукой при удежании ни к чему не привела.. момент очень впечатлил)
Глупая попытка прокрутить мотор рукой при удежании ни к чему не привела.. момент очень впечатлил)
" Linux CNC - наше всё"
-
Nick
- Мастер
- Сообщения: 22776
- Зарегистрирован: 23 ноя 2009, 16:45
- Репутация: 1735
- Заслуга: Developer
- Откуда: Gatchina, Saint-Petersburg distr., Russia
- Контактная информация:
Re: Модернизация токарного станка
На большом ускорении, это на каком (и на какой скорости)? А вообще, шаговики - они такие, на больших ускорениях и скорости могут срываться. Просто не успевает сделать шаг, т.е. повернуть ротор, а его уже обратно тянет.
-
Dmaster
- Мастер
- Сообщения: 1272
- Зарегистрирован: 15 июл 2011, 13:36
- Репутация: 476
- Контактная информация:
Re: Модернизация токарного станка
При любом рывке)))) разобрался вроде бы. но похоже двигатель вскрыть придется) там точно трещетка стоит!.. потму как при удержании и проворачивания ротора ключем слышны щелчки железные)........
" Linux CNC - наше всё"
-
Nick
- Мастер
- Сообщения: 22776
- Зарегистрирован: 23 ноя 2009, 16:45
- Репутация: 1735
- Заслуга: Developer
- Откуда: Gatchina, Saint-Petersburg distr., Russia
- Контактная информация:
Re: Модернизация токарного станка
Ну так он перепрыгивает жестко с одного состояния на другое. Это нештатный режим. Разбирать/собирать нужно со знанием дела, говорят, если плохо собрать момент упадет. На сколько я понимаю, главное все точно выставить.
А может там какая-то защита стоит от пропуска шагов???
А может там какая-то защита стоит от пропуска шагов???
-
Dmaster
- Мастер
- Сообщения: 1272
- Зарегистрирован: 15 июл 2011, 13:36
- Репутация: 476
- Контактная информация:
Re: Модернизация токарного станка
Вот это была глупость, так глупость. Хотя щелчки устранил. Попала откуда0то стружечка. Разобрал , вытряхнул и готово.Dmaster писал(а):встроен фрикцион какой-то.
Итак вердикт. По нормальному не крутится. хороший момент у неготолько при удержании. так могу на ходу за гладкий вал тормознуть.
Выставил микростеп на приводе 12800 на оборот (ну и в EMC соответсвенно). Закрутился плавно, сильно, но увы до ужаса медленно и всё равно при старте пропускает.
Опыт большой)) пациент остался жив) "колличество опыта прямо пропорционально колличеству выведенного из строя оборудования"Nick писал(а):Разбирать/собирать нужно со знанием дела, говорят, если плохо собрать момент упадет. На сколько я понимаю, главное все точно выставить.
что-б с ним такое сделать-то? какие варианты попробовать
Вариант "ВЫКИНЬ НАФИГ, КУПИ НОРМАЛЬНЫЙ" тоже возможен))) но я немного пободаюсь.
Сегодня подключу звездо и помучаю, если нет, то буду брать движки.
" Linux CNC - наше всё"
-
Nick
- Мастер
- Сообщения: 22776
- Зарегистрирован: 23 ноя 2009, 16:45
- Репутация: 1735
- Заслуга: Developer
- Откуда: Gatchina, Saint-Petersburg distr., Russia
- Контактная информация:
Re: Модернизация токарного станка
12800 не кислый такой микростеп! У шаговых движков момент падает от микростепа.Dmaster писал(а):Выставил микростеп на приводе 12800 на оборот (ну и в EMC соответсвенно).
Странно, что без него он у тебя слабо крутил
Какое у тебя стоит ускорение? Сколько получается оборотов/c2?Dmaster писал(а):Закрутился плавно, сильно, но увы до ужаса медленно и всё равно при старте пропускает.
А какой он вообще по размеру? Есть фотки? Сколько он по документации должен выдавать?
-
Dmaster
- Мастер
- Сообщения: 1272
- Зарегистрирован: 15 июл 2011, 13:36
- Репутация: 476
- Контактная информация:
Re: Модернизация токарного станка
По документации он может 12000имп сек жевать . Итак Шестифазный двигатель ШД-5д1му3 пр-ва SSSЯ . 1.5 градуса шаг 240 на оборот 48в 3.8А ( по 2 катушки соеденены в одну и трехфазный вариант подключен в треугольник)
ускорение ставил разное.. всех разов то и не упомню. но от изменения ускорения не сильно что менялось, хотя чем медленне тем меньше тупил.
оборотов 200 макимум крутился. .... кстати привод часто вышибает.. приходится его перезапускать.
Размером он с ..хм.... полтора кулака. Фотки сделаю вечером.
Есть у меня от него родные советские привода.. весом по 36 кг каждый... Попробую в выходные их... если запустятся)))
ускорение ставил разное.. всех разов то и не упомню. но от изменения ускорения не сильно что менялось, хотя чем медленне тем меньше тупил.
оборотов 200 макимум крутился. .... кстати привод часто вышибает.. приходится его перезапускать.
Размером он с ..хм.... полтора кулака. Фотки сделаю вечером.
Есть у меня от него родные советские привода.. весом по 36 кг каждый... Попробую в выходные их... если запустятся)))
да запросто... может я провода перепутал)))) треугольник как нибудь не так подключил, хотя не представляю себе, как это возможноNick писал(а):Странно, что без него он у тебя слабо крутил ...
" Linux CNC - наше всё"
-
Nick
- Мастер
- Сообщения: 22776
- Зарегистрирован: 23 ноя 2009, 16:45
- Репутация: 1735
- Заслуга: Developer
- Откуда: Gatchina, Saint-Petersburg distr., Russia
- Контактная информация:
Re: Модернизация токарного станка
Нашел его характеристики:
Меня смущает Максимальный крутящий момент 0.1 Нм (1 кг*см). Чего-то очень мало, обычно двигатели размером 57х57х56мм (nema 23) выдают около 18кг*см.
| Напряжение питания постоянного тока при резистивной форсировке, В | 48 (+4,8/-7,2) |
| Ток в цепи фазовой обмотки в режиме фиксированной стоянки прb напряжении питания 48 В, при трёх включенных фазах, А | 3 (+0,1/-0,1) |
| Единичный шаг, градус | 1,5 |
| Статическая погрешность отработки шага, мин. | +\- 27 |
| Номинальный вращающий момент нагрузки, Н*м | 0,100 |
| Номинальный момент инерции нагрузки, кг*м^2 | 4*10 ^-6 |
| Номинальная приемистость, шаг/с, не менее | 2000 |
| Максимальная приемистость при номинальном напряжении питания, шаг/с, не менее | 2800 |
| Максимальный статический момент при питании двух фазовых обмоток током 3 (+0,1/-0,1) А каждой фазы, Н*м, не менее | 0,400 |
| Максимальная частота отработки шагов в номинальном режиме, шаг/с: | |
| при резистивной форсировке: | 8000 |
| при импульсной форсировке: | 16000 |
| Число фаз | 6 |
-
Dmaster
- Мастер
- Сообщения: 1272
- Зарегистрирован: 15 июл 2011, 13:36
- Репутация: 476
- Контактная информация:
Re: Модернизация токарного станка
Тут надо отдать должное советским обозначениям. этот максимальный момент относится не к удержанию, как у нынешних, а к моменту на макс скорости. где то на глаза попадался график зависимости момента от сколрости.Nick писал(а):максимальный крутящий момент 0.1 Нм (1 кг*см).
Я мучаюсь с этим двигателем по тому, что он штатно ставится в станок, и его характерискик хватит за глаза.)) Минимум переделок)
Завтра попробую запустить БУШ1 ИГЛЕ 654675.001 с резистивной форсировкой)
- Вложения
-
" Linux CNC - наше всё"
-
Nick
- Мастер
- Сообщения: 22776
- Зарегистрирован: 23 ноя 2009, 16:45
- Репутация: 1735
- Заслуга: Developer
- Откуда: Gatchina, Saint-Petersburg distr., Russia
- Контактная информация:
Re: Модернизация токарного станка
За такие обозначения я всегда гордился нашей техникой, вроде колонка всего 40Вт, как в настольной импортной, но это совсем другие 40Вт 
 !
!
А что тогда значит "Максимальный статический момент при питании двух фазовых обмоток током 3 (+0,1/-0,1) А каждой фазы, Н*м, не менее". Это тогда должен быть момент удержания.
Кстати, 1кг*см ты рукой сможешь за вал удержать, может он то самое и выдает?
Лучше всего ставь микрошаг 1:2 или 1:4, максимум 1:8.
А что тогда значит "Максимальный статический момент при питании двух фазовых обмоток током 3 (+0,1/-0,1) А каждой фазы, Н*м, не менее". Это тогда должен быть момент удержания.
Кстати, 1кг*см ты рукой сможешь за вал удержать, может он то самое и выдает?
Лучше всего ставь микрошаг 1:2 или 1:4, максимум 1:8.