Смотря какая фреза и как правильно определенны ее параметры !sima8520 писал(а):Конусная фреза в том и дело что не лезет туда, запрещает горбы.
У вас такая?
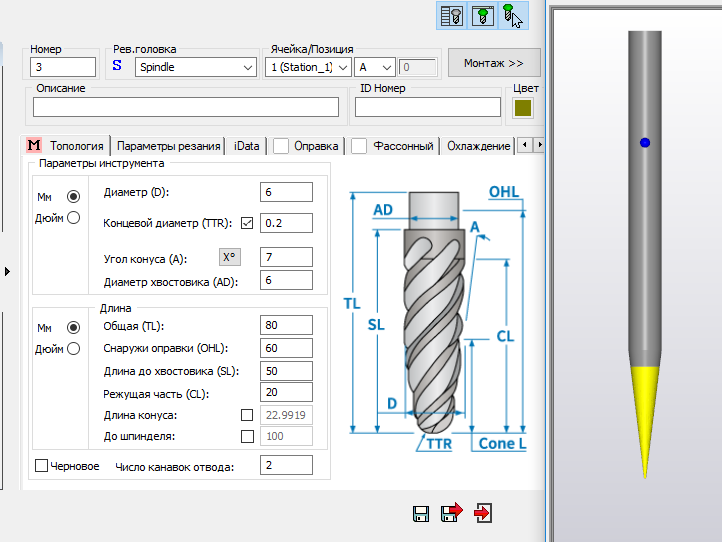

Смотря какая фреза и как правильно определенны ее параметры !sima8520 писал(а):Конусная фреза в том и дело что не лезет туда, запрещает горбы.
Правой кнопкой мышки по траектории выбираешь трансформация и далее уже выбираешь клонировать - матрица !Константин23 писал(а):Есть ли в солидками чего-то типа массива...матрицирования
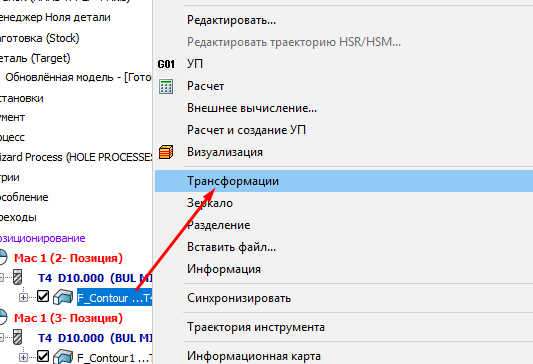
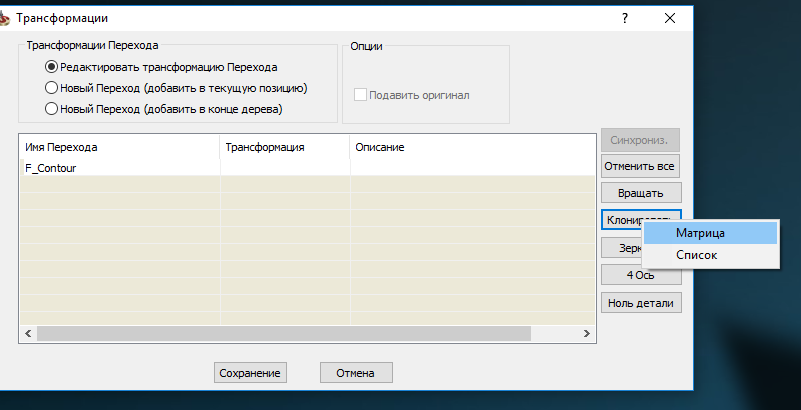
Уряяя! Прощай рутина!Frezer_PU писал(а):Правой кнопкой мышки по траектории выбираешь трансформация и далее уже выбираешь клонировать - матрица !


https://www.youtube.com/watch?v=XNvWy6waUt4sima8520 писал(а):Профессор, подскажите, можно ли как то ограничить глубину 3д гравировки за проход?

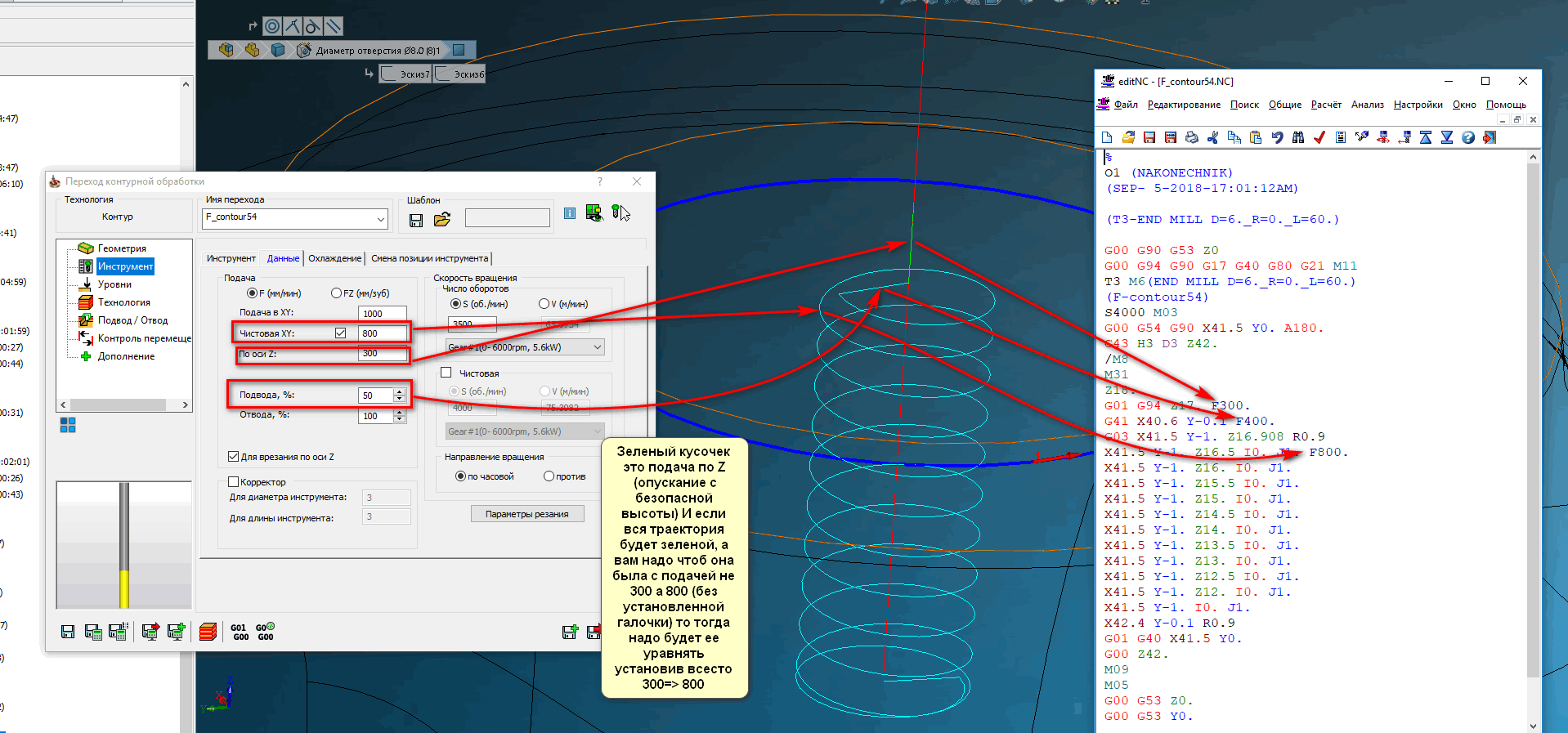
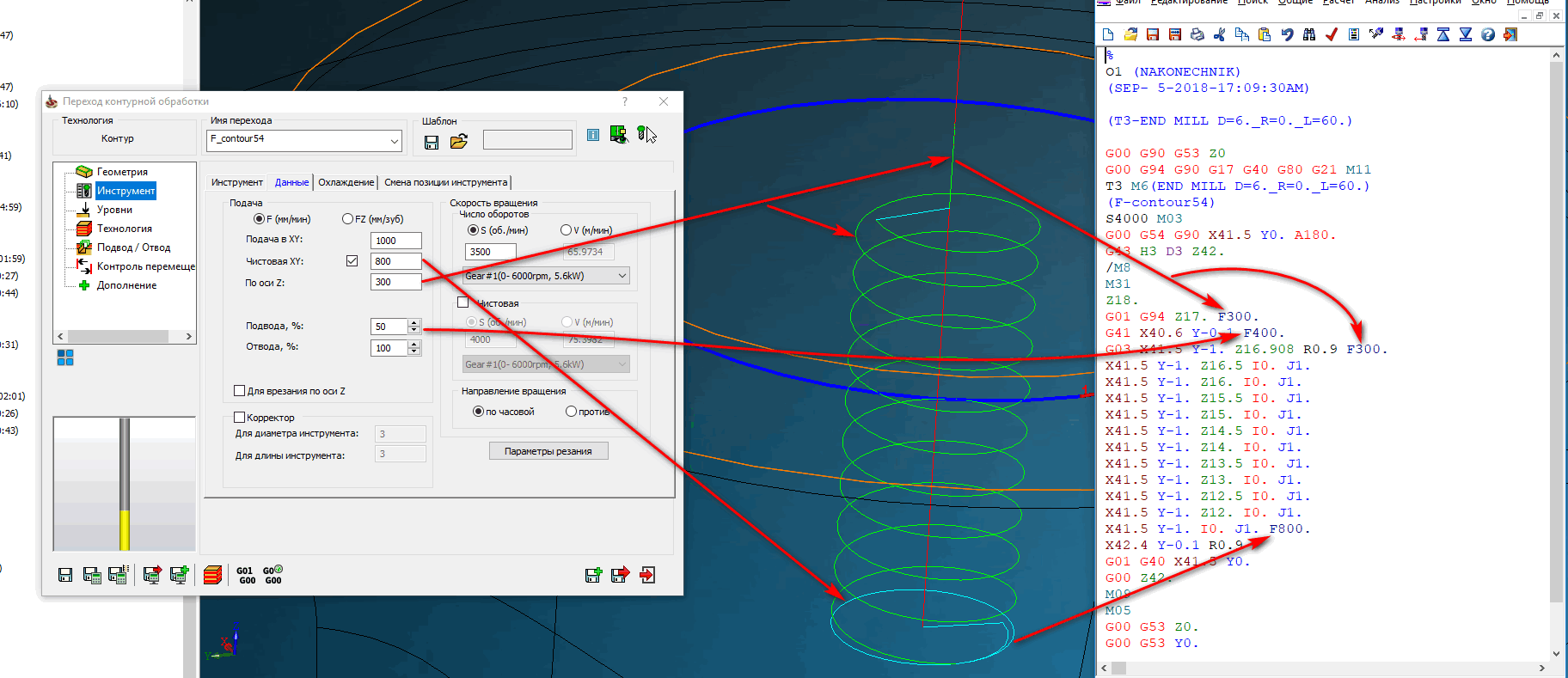
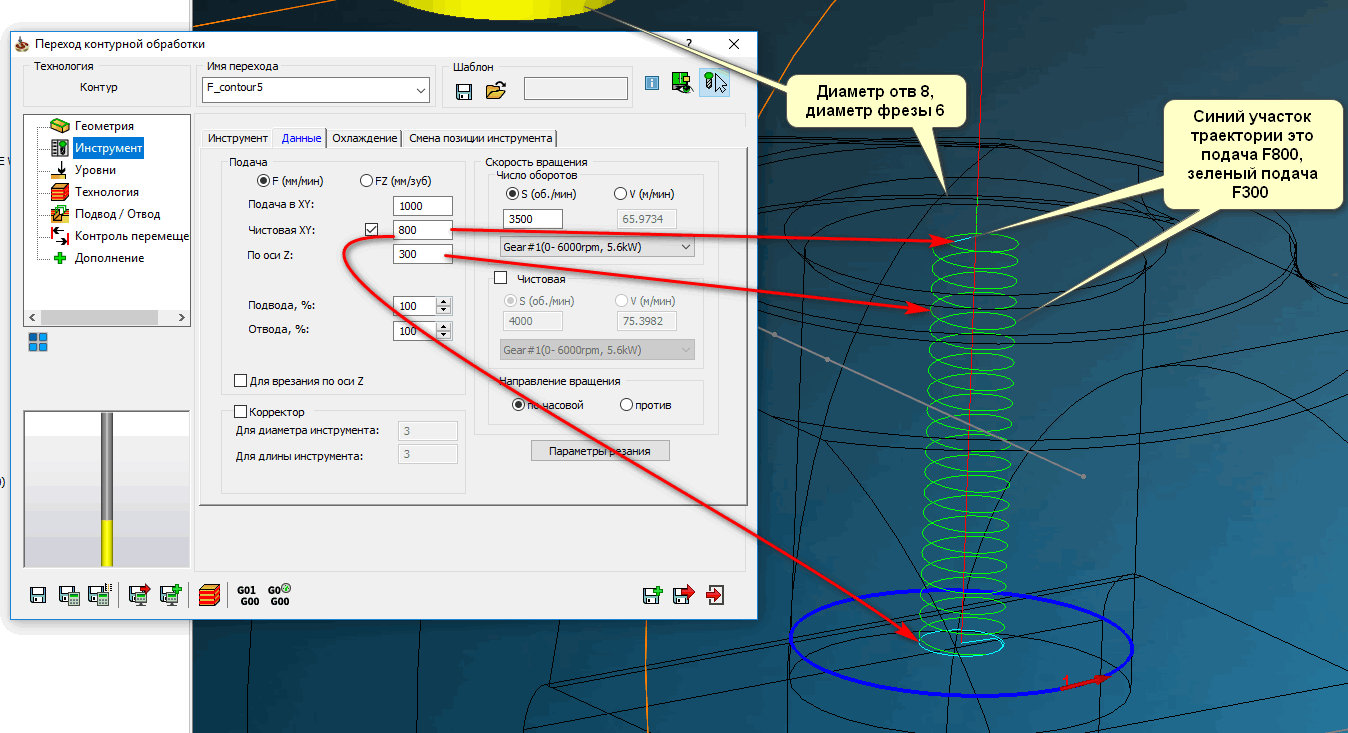
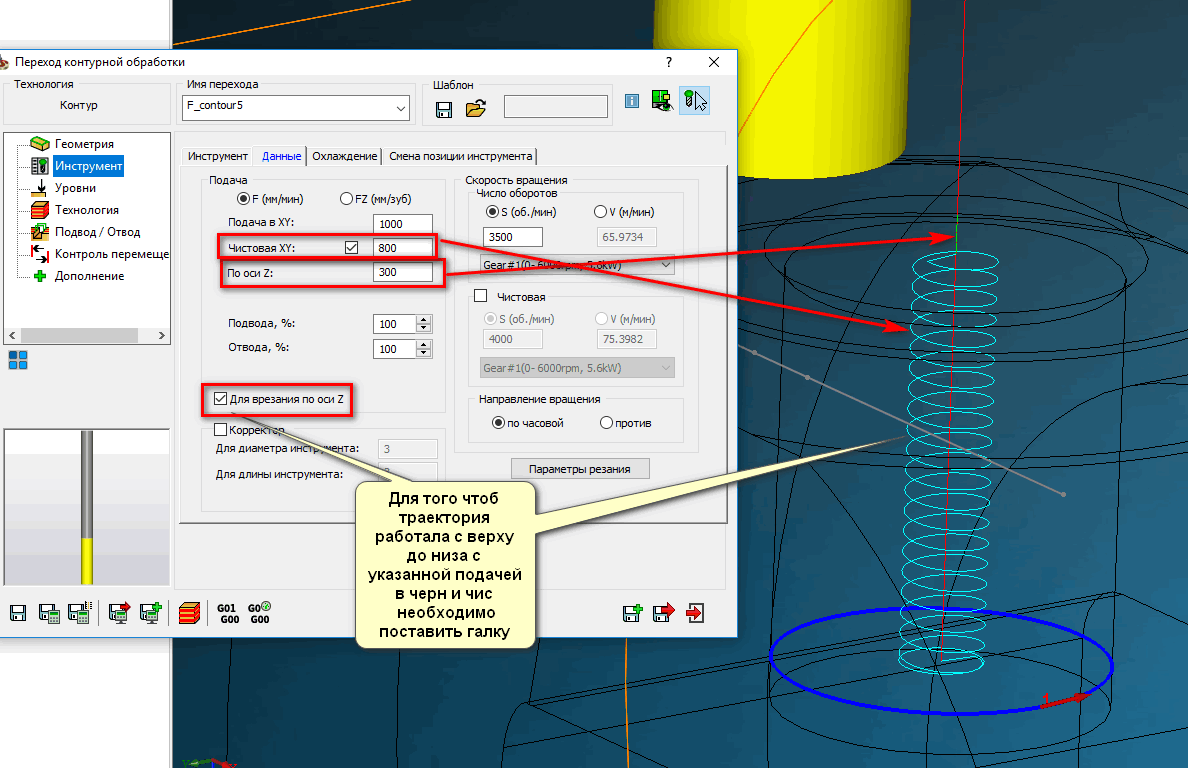
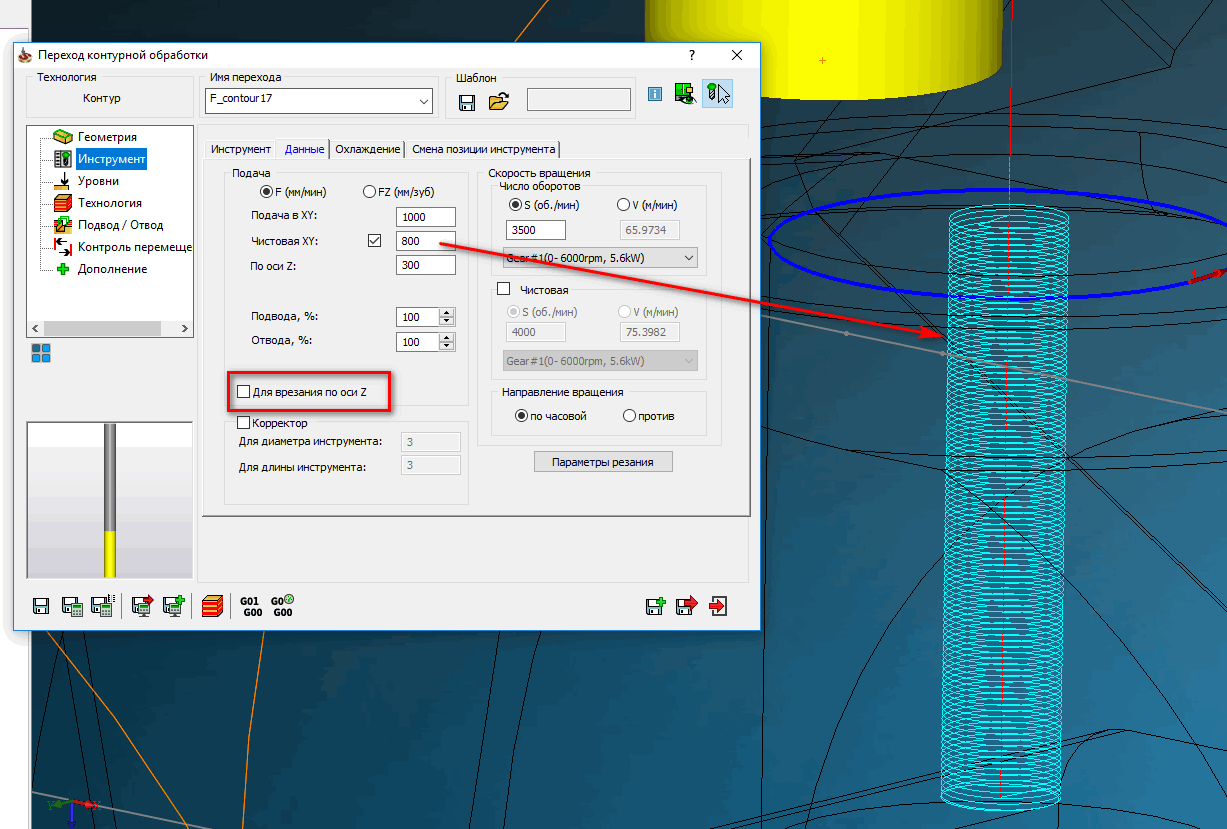
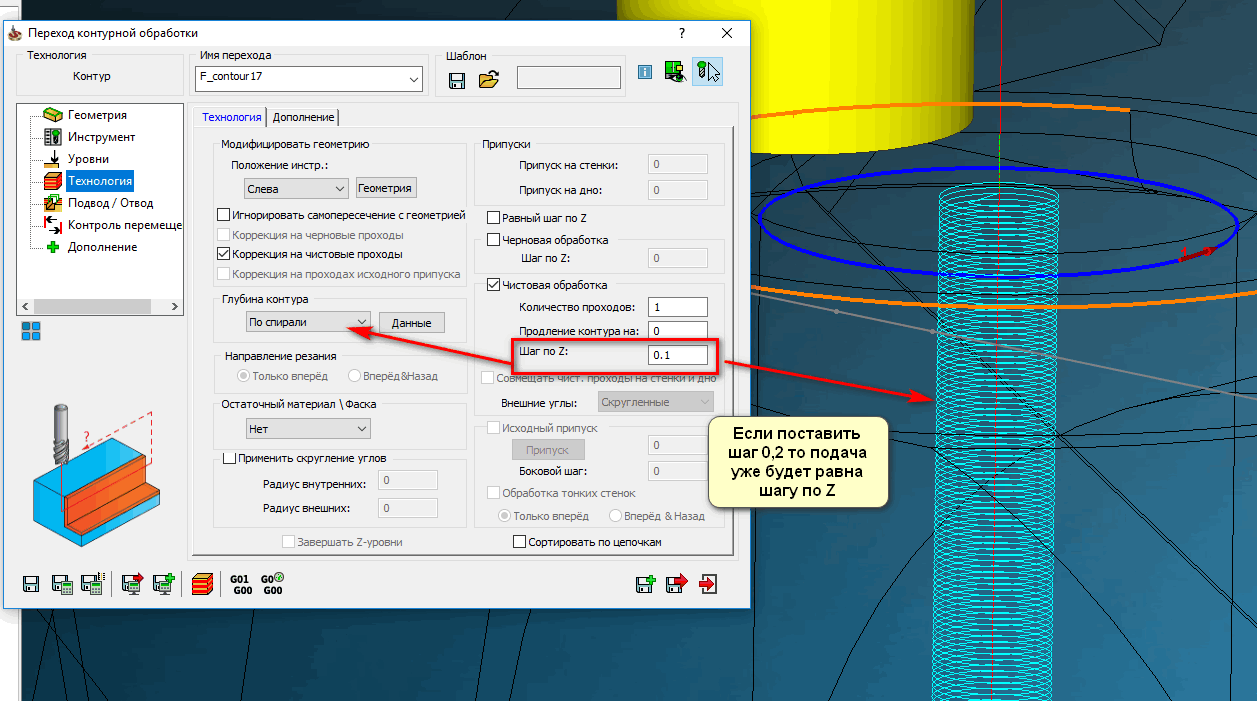
Если программа ставит вместо указанной F1000 ту подачу которая указана для Z и подсвечивает ее как зеленую но па факту к примеру у вас траектория синея это значит что она вас предупреждает о том что диаметр отверстия слишком мал для выбранного диаметра фрезы и по этому я как бы скидываю подачу так как ту что вы указали очень большая , но если вы считаете что все будет хорошо и станок не развалится то можете поставить вот здесь галку и тогда подача будет однороднойUmnik писал(а):Товарищи, подскажите, иногда сталкиваюсь вот с какой проблемкой...
Создаю стратегию, например, контур.
Допустим, надо выбрать отверстие Ф15 мм. Фрезу беру 8 мм.
При назначении инструмента в каме задаю параметры его скорости - черновой, чистовой и по оси Z.
Но бывает иногда, что при генерировании УП линейная скорость инструмента назначается скоростью по оси Z.
Т.е. я задаю допустим 1000 мм/мин скорость черновой обработки, 300 мм/мин скорость по Z. Генерирую УП и вижу, что фреза движется по кругу со скоростью 300, а не 1000 как было указано.
Понимаю, что это зависит от диаметра отверстии или радиусов скруглений, но не могу выявить четкой закономерности, когда такое происходит.
Где мне покопаться, чтобы прояснить этот вопрос?
В солидкам не обязательно увеличивать подачу достаточно как вы сказали уменьшить угол спирали но в солидкам такого понятия как угол в траектории контур нет и спираль указывается как шаг за один виток то что вы сказали тоже как вариант работает без установки спец галкиmaxx2000orel писал(а):Парни и девчата. Я конечно не кармадрочер, и не залайками сюда пришёл. Но тем не менее меня очень расстраивает тенденция желания получать информацию вида больше "Как сделать" , а не "Почему так происходит". Меня всегда учили что самый трудный вопрос не "Как?", а "Почему?" Стремитесь к пониманию сути проблемы чтобы её избежать, а не к поиску легкого решения.
Я думаю что просто надо понимать эти моменты и знать когда они уместны и при каких обстоятельствах!maxx2000orel писал(а): и угол спирали меньше, вплоть до 1 градуса.
А разве ставля спецгалку вы не уравниваете подачи по Z и ХУ, пусть даже и к величине чистовой подачи. И вообще откуда эти предрассудки с подачами.Frezer_PU писал(а):регулировать подачи уравнивая их в параметрах режимов не очень корректно
Код: Выделить всё
N30 G01 X109.6 F320
N35 G03 X103.6 Y32.9 Z1.835 I-3. J0 F1200
N40 X109.6 Y32.9 Z1.671 I3. J0
N45 X103.6 Y32.9 Z1.506 I-3. J0
N50 X109.6 Y32.9 Z1.342 I3. J0
N55 X103.6 Y32.9 Z1.177 I-3. J0
N60 X109.6 Y32.9 Z1.013 I3. J0
N65 X103.6 Y32.9 Z.848 I-3. J0
N70 X109.6 Y32.9 Z.684 I3. J0
N75 X103.6 Y32.9 Z.519 I-3. J0
N80 X109.6 Y32.9 Z.355 I3. J0Frezer_PU писал(а): в солидкам такого понятия как угол в траектории контур нет и спираль указывается как шаг за один виток
Вы наверное не поняли что я имел в виду!maxx2000orel писал(а):Вот вам кусок спирали, как здесь отображено что подачи по Z и ХУ как-то уравнивали?