"Чтобы не создавать отдельную тему ради одного вопроса"
-
vtgmfg
- Мастер
- Сообщения: 1472
- Зарегистрирован: 23 июн 2022, 14:13
- Репутация: 54
- Настоящее имя: Максим
- Контактная информация:
Re: "Чтобы не создавать отдельную тему ради одного вопроса"
Нужны шарики и ролики диаметра 3мм+ - типа тех что , как я понимаю используются в любительских краеискателях и тулсеттерах. Я не собираюсь строить свой, это все есть - но задача схожая. Какие подшипники удобны в качестве доноров?

-
Kupfershcmidt
- Мастер
- Сообщения: 2291
- Зарегистрирован: 04 авг 2019, 15:54
- Репутация: 323
- Настоящее имя: Сергей
- Контактная информация:
-
vtgmfg
- Мастер
- Сообщения: 1472
- Зарегистрирован: 23 июн 2022, 14:13
- Репутация: 54
- Настоящее имя: Максим
- Контактная информация:
Re: "Чтобы не создавать отдельную тему ради одного вопроса"
На али шарики и ролики - вижу. тут в розницу - не вижу, торгуют с размахом. в принципе я не спешу - но на али подозреваю можно купить ролики и шарики из не той стали.
-
Kupfershcmidt
- Мастер
- Сообщения: 2291
- Зарегистрирован: 04 авг 2019, 15:54
- Репутация: 323
- Настоящее имя: Сергей
- Контактная информация:
-
vtgmfg
- Мастер
- Сообщения: 1472
- Зарегистрирован: 23 июн 2022, 14:13
- Репутация: 54
- Настоящее имя: Максим
- Контактная информация:
Re: "Чтобы не создавать отдельную тему ради одного вопроса"
есть такая компания. шариков и роликов в ассортименте не нашел, а мин сумма заказа 500р.. али пока рулит.
-
Kupfershcmidt
- Мастер
- Сообщения: 2291
- Зарегистрирован: 04 авг 2019, 15:54
- Репутация: 323
- Настоящее имя: Сергей
- Контактная информация:
Re: "Чтобы не создавать отдельную тему ради одного вопроса"
По правде сказать они недалеко от меня располагались, я пришёл и мне нашли шарики которых даже у них по складу не числилось....но это конечно было не 10 штук.
Погуглил по быстрому.
https://www.608zz.ru/catalog/shariki-dl ... m-rossiya/
https://provelolab.ru/velozapchasti/sha ... k-3-0-100/
-
andrei-8482
- Новичок
- Сообщения: 14
- Зарегистрирован: 10 авг 2021, 17:21
- Репутация: 1
- Настоящее имя: Андрей Игоревич
- Контактная информация:
Re: "Чтобы не создавать отдельную тему ради одного вопроса"
Добрый день.
Подскажите ПО для эффективного позиционирования сложных геометрических фигур в поле с определенными длиной и шириной?
Другими словами: как расположить вектора моделе, чтоб было минимальное количество обрезков.
Подскажите ПО для эффективного позиционирования сложных геометрических фигур в поле с определенными длиной и шириной?
Другими словами: как расположить вектора моделе, чтоб было минимальное количество обрезков.
-
Kachik

- Мастер
- Сообщения: 1410
- Зарегистрирован: 13 янв 2017, 16:22
- Репутация: 308
- Настоящее имя: Сергей
- Откуда: Питер
- Контактная информация:
Re: "Чтобы не создавать отдельную тему ради одного вопроса"
По англицки это называется "nesting", соответственно ПО содержащее в названии или в описании данную операцию...andrei-8482 писал(а): ↑18 ноя 2022, 17:51 Добрый день.
Подскажите ПО для эффективного позиционирования сложных геометрических фигур в поле с определенными длиной и шириной?
Другими словами: как расположить вектора моделе, чтоб было минимальное количество обрезков.
Практически все CAD/CAMы для деревяшек и ПО для лазерного раскроя...
-
vtgmfg
- Мастер
- Сообщения: 1472
- Зарегистрирован: 23 июн 2022, 14:13
- Репутация: 54
- Настоящее имя: Максим
- Контактная информация:
Re: "Чтобы не создавать отдельную тему ради одного вопроса"
нужен ехе-шник которому можно было бы поручить искать в текстовом файле скажем G43, а он бы результат поиска записывал в файл - например G43 H3. В идеале наверное задание тоже как файл. задание может быть и более сложным - например что то заменить. никаких графических интерфейсов не надо..
-
alex_sar
- Мастер
- Сообщения: 1718
- Зарегистрирован: 28 авг 2018, 17:13
- Репутация: 286
- Настоящее имя: Алексей
- Контактная информация:
Re: "Чтобы не создавать отдельную тему ради одного вопроса"
этот exe-шник написан в году 70-м (правда под Unix) и называется sedvtgmfg писал(а): ↑18 дек 2022, 16:57 нужен ехе-шник которому можно было бы поручить искать в текстовом файле скажем G43, а он бы результат поиска записывал в файл - например G43 H3. В идеале наверное задание тоже как файл. задание может быть и более сложным - например что то заменить. никаких графических интерфейсов не надо..
а тот который выдаёт результат поиска, тот попроще и называется grep
всё это есть под windows
-
vtgmfg
- Мастер
- Сообщения: 1472
- Зарегистрирован: 23 июн 2022, 14:13
- Репутация: 54
- Настоящее имя: Максим
- Контактная информация:
Re: "Чтобы не создавать отдельную тему ради одного вопроса"
findstr в винде. ну в общем для описанной задачи - годится..
-
nevkon
- Почётный участник

- Сообщения: 2391
- Зарегистрирован: 17 июл 2015, 10:25
- Репутация: 302
- Настоящее имя: Константин
- Откуда: Балаково (Саратовская обл.)
- Контактная информация:
Re: "Чтобы не создавать отдельную тему ради одного вопроса"
ctrl+f, затем f3 не катит? Этих строк может быть настолько много?
-
KoT_6JIeByH

- Кандидат
- Сообщения: 92
- Зарегистрирован: 14 апр 2020, 09:11
- Репутация: 8
- Настоящее имя: Сергей
- Контактная информация:
Re: "Чтобы не создавать отдельную тему ради одного вопроса"
Добрый день, господа!
Дабы не создавать отдельной темы спрошу тут.
Есть у меня деталь(щека кривошипа):

Размеры её - по 2.5см:
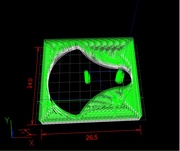
Соответственно, для её "выпиливания" я использую кукурузную фрезу 1мм диаметром(длинна режущей части 7мм - про длину более 3 диаметров знаю - но чем тогда выбирать такие детальки?)
https://ae04.alicdn.com/kf/HTB1Ql.mQXXX ... /6-1-8.jpg

, масляный туман\орошение маслецом всю дорогу.
Выпиливается она из обычной конструкционной стали - сталь65\пластилин3.
Шпиндель народный, 2.2кВт, до 24к оборотов.
Режимы реза пробовал разные - от10к оборотов до 20к, подачу от 1500 до 50, съем по 0.2(оч медленно) и до 0.5.
Ломает фрезу блин - и чем больше подача, тем быстрее. Либо надо из 5мм листа эту пиндюрку 12ч ждать и то, пару раз фреза таки отщелкнет.
Не чистоты реза ради(потом отполирую), а ради вырезания - подскажите, пожалуйста, что я делаю не так?
Хотелось бы, чтобы фрезы не отправлялись в страну вечной стружки так рано.
Или микромиллинг по стали подразумевает такие сроки выпиливания детали?
Дабы не создавать отдельной темы спрошу тут.
Есть у меня деталь(щека кривошипа):
Размеры её - по 2.5см:
Соответственно, для её "выпиливания" я использую кукурузную фрезу 1мм диаметром(длинна режущей части 7мм - про длину более 3 диаметров знаю - но чем тогда выбирать такие детальки?)
https://ae04.alicdn.com/kf/HTB1Ql.mQXXX ... /6-1-8.jpg
, масляный туман\орошение маслецом всю дорогу.
Выпиливается она из обычной конструкционной стали - сталь65\пластилин3.
Шпиндель народный, 2.2кВт, до 24к оборотов.
Режимы реза пробовал разные - от10к оборотов до 20к, подачу от 1500 до 50, съем по 0.2(оч медленно) и до 0.5.
Ломает фрезу блин - и чем больше подача, тем быстрее. Либо надо из 5мм листа эту пиндюрку 12ч ждать и то, пару раз фреза таки отщелкнет.
Не чистоты реза ради(потом отполирую), а ради вырезания - подскажите, пожалуйста, что я делаю не так?
Хотелось бы, чтобы фрезы не отправлялись в страну вечной стружки так рано.
Или микромиллинг по стали подразумевает такие сроки выпиливания детали?
-
alex_sar
- Мастер
- Сообщения: 1718
- Зарегистрирован: 28 авг 2018, 17:13
- Репутация: 286
- Настоящее имя: Алексей
- Контактная информация:
Re: "Чтобы не создавать отдельную тему ради одного вопроса"
фреза 1мм и вырезание из стали это прям экстремальное сочетание. странно что вообще получается что-то вырезать.KoT_6JIeByH писал(а): ↑19 дек 2022, 13:04
Хотелось бы, чтобы фрезы не отправлялись в страну вечной стружки так рано.
Или микромиллинг по стали подразумевает такие сроки выпиливания детали?
возмите хотя бы 4мм фрезу и не кукурузу!
в правильные режимы не получится попасть, но хоть как то можно будет работать.
-
Mamont

- Мастер
- Сообщения: 1966
- Зарегистрирован: 10 дек 2015, 12:21
- Репутация: 383
- Настоящее имя: Виталий
- Откуда: РБ Минск
- Контактная информация:
Re: "Чтобы не создавать отдельную тему ради одного вопроса"
электроэрозия/штамповка.KoT_6JIeByH писал(а): ↑ но чем тогда выбирать такие детальки?)
Э....сталь 65 - высокоуглеродистая сталь, закаливаемая. высокими оборотами и низкой подачей происходит подкаливание обрабатываемой поверхности. Если фрезы быстрорез (по цвету похожи), то на таких оборотах ее без шансов выпилить. До 1000 об/мин и пропорционально уменьшать подачу - наверно можно.
А еще лучше фрезой 6мм обойти и отверстия сверловкой.
-
nevkon
- Почётный участник
- Сообщения: 2391
- Зарегистрирован: 17 июл 2015, 10:25
- Репутация: 302
- Настоящее имя: Константин
- Откуда: Балаково (Саратовская обл.)
- Контактная информация:
Re: "Чтобы не создавать отдельную тему ради одного вопроса"
По отверстиям согласен, сверловка, а если надо точно, то затем развертка. Для остального взять нормальную фрезу.
Масляный туман может мешать наоборот в этом деле - или без или уж нормальная подача сож.
Масляный туман может мешать наоборот в этом деле - или без или уж нормальная подача сож.
-
KoT_6JIeByH
- Кандидат
- Сообщения: 92
- Зарегистрирован: 14 апр 2020, 09:11
- Репутация: 8
- Настоящее имя: Сергей
- Контактная информация:
Re: "Чтобы не создавать отдельную тему ради одного вопроса"
Спасибо за ответ!
А что вы скажете про 1мм фрезу и латунь?
Дело в том, что это всё детали моделей - оч удобно отверстия не кернить и сверлить, а в точности с чертежом фрезеровать... но вот как раз с отверстиями и все ок -фреза почти никогда не ломается. Насчет хотя бы 4мм - понял, принял.
Это хобийнные детальки, боюсь штамповкой и эрозией единичное производство не потяну. возмоно надо делать не из стали (просто было под рукой), а из латуни, например - и выглядит эстетично и металл куда мягче. Что касается подкаливания - резка происходит в капельке масла, думаю если бы был нагрев до подкаливания, масло бы начало дымить - как было на фрезе 5мм, когда я пробовал свои силы на аллюминии. Но насчет сверловки - мысль хорошая. как думаете, на станке для сохранения точности можно "накернить" гровировальным резцом с заточкой 45 град?Mamont писал(а): ↑19 дек 2022, 14:38 электроэрозия/штамповка.
Э....сталь 65 - высокоуглеродистая сталь, закаливаемая. высокими оборотами и низкой подачей происходит подкаливание обрабатываемой поверхности. Если фрезы быстрорез (по цвету похожи), то на таких оборотах ее без шансов выпилить. До 1000 об/мин и пропорционально уменьшать подачу - наверно можно.
А еще лучше фрезой 6мм обойти и отверстия сверловкой.
Да дело не в точности диаметра, а в расположении отверстия относительно краёв детали с гнутыми линиями - руками отмечать имхо такое. Но как я говорил, отверстия почти не ломают фрезы, внезапно.
(станок у меня на балконе стоит, корыто под полноценный сож, чтобы водопадом лилось - я не могу технически сделать)
А чем может помешать маслянный туман? и если без, имеет ли смысл обдувать фрезу?
И что уважаемые доны думают про тот же сетап, но не по стали, а по латунию - марку не скажу, знакомый собрал в гараже лом и залил в дырку в земле - так я получил 40кг источник материала для пыпиливания.