ребята, извините что пропадаю
скоро добавлю новую версию 3.8 (исправил некоторые баги. немного улучшил функционал...)
nebelnoir писал(а):Dont cut angles (нет скриншотов)
Cut top jumper
вот тут со скриншотами
http://cnc-club.ru/forum/viewtopic.php? ... 460#p50236
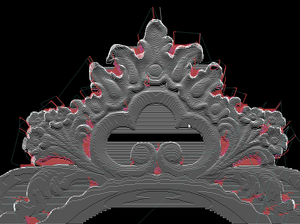
Dont cut angles - "Не обрезать углы" - очень полезный(я бы даже сказал - обязательный) пареметр
см. тут

и тут

и тут

- если мы не делаем Row/Col Objectiv - то картинка получается прямоугольной - поэтому все начала и окончания строк(если идем по строкам) или колонок(если режим по колонкам) - следуют одна за одной(лежат на одной прямой) - и нет необходимости в этом параметре. Но если начало(или окончание) строки(или колонки) - не совпадает: то фреза закончив вырезать текущую строку(колонку) - перемещаясь к следующей строке(колонке) -
может срезать часть рельефа(см.скриншоты)! Чтобы этого не случилось этот параметр "уравнивает" начало и окончание каждой из 2х соседних строк!
вот так
 Cut top jumper
Cut top jumper - "Обрезать верхние перемычки" - (уже устаревший параметр - но может кому-нить пригодится) - похож(но не равен) по своей работе на "Border background" - он
не делает ж-код в участках с белым(в отличие от "Border background" - который фильтрует "черный")
цветом(-должен быть максимально белый - (т.е. цвет = 255)). Например вы можете закрасить белым цветом какие-то участки - и в этих участках ж-код не будет создан. Конечно можно закрасить эти участки черным цветом и просто использовать параметр "Border background"... но этот параметр работает немного иначе - он заставляет перейти к следующей строке(колонке - если режим "по колонкам") - на максимальной(а не на минимальной как здесь
http://cnc-club.ru/forum/download/file. ... =view&mt=1) высоте рельефа - это может испортить рельеф... (сам я уже его не использую т.к. сделал "Max background len" и пр.)
nebelnoir писал(а):Previous offset
- этот пареметр нужен для режима "РАЗНИЦА МЕЖДУ 2мя ФРЕЗАМИ"(Roughing mode minus finish mode):
в интерфейсе задаются
все параметры прохода 1й(предыдущей(это более точное определение) фрезы или черновой(хотя "черновая" - это условность которая утратила уже свое первоначальное значение)) фрезой
(это: Roughing tool diametr, Roughing tool type, Roughing tool diametr 2, Roughing Angle of tool diametr 2, Roughing stepover,
Previous offset)
по этим параметрам алгоритм - для каждого пикселя! - находит оставшуюся высоту не-срезанного материала - КАРТА ВЫСОТ 1.
и все параметры прохода 2й(следующей(это более точное определение) или текущей или "чистовой") фрезой
(это: диаметр инструмента, тип инструмента, Tool diametr 2, Angle of tool2,
Отступ грубого прохода, съем за проход, Шаг)
по этим параметрам алгоритм - для каждого пикселя! - находит оставшуюся высоту не-срезанного материала - КАРТА ВЫСОТ 2.
Далее алгоритм - вычисляет(опять же для каждого пикселя) "Карту РАЗНИЦ" = "КАРТА ВЫСОТ 1" - "КАРТА ВЫСОТ 2"
Полученную "КАРТУ РАЗНИЦ" фильтрует: берет(опять же для каждого пикселя) только те пиксели для которых РАЗНИЦА >= "
min delta rf"
И по отфильтрованной "карте разниц"(т.е. по тем пикселями, которые прошли отбор(кастинг:-)) - строит ж-код с параметрами:
(это: диаметр инструмента, тип инструмента, Tool diametr 2, Angle of tool2,
Отступ грубого прохода, съем за проход, Шаг, съем за проход, точность, Dont cut angles,...)
Поэтому так долго работает этот режим.

Получается вот такое (смотреть на красные! линии):
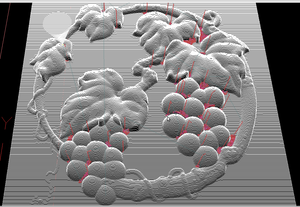
пройдя по красным линиям(я задаю небольшой "съем за проход" - и используя тонкую фрезу выбираю материал) - можно тонкой(этой же) фрезой проходится по рельефу 1-ин! проход - т.е. в один слой - т.е. не задавать "съем за проход" - и при этом не будет нагрузки на фрезу - т.к. - не останется мест с несрезанным рельефом более "
min delta rf"миллиметров.
Конечно - у кого очень жесткий и мощный станок без люфтов и биений - не жалко фрез, хорошее охлаждение фрезы и небольшой шаг - тому этот режим - до лампочки... тот и так может за один проход пройти по рельефу с высотой несрезанного материала в 3, 5, 10, 30,... ХХ миллиметров






