Страница 10 из 14
Re: LinuxCNC S-разгон и торможение
Добавлено: 07 май 2019, 13:18
sidor094
Hanter писал(а): Возникает законный вопрос - ЧТО ДАЕТ объединение осей в ОДНУ систему координат.... ?????
Общая интерполяция для всех приводов входящих в одну систему координат естественно
Re: LinuxCNC S-разгон и торможение
Добавлено: 07 май 2019, 13:26
sidor094
Алексей ,Вы пытаетесь найти скрытый смысл в описании.И какое-нибудь глобальное отличие ДельтаТау от "устаревших" систем чпу типа NC31 в том числе Фанук и Сименс .Может всё-таки его нет и принцип работы у них примерно одинаковый?
Re: LinuxCNC S-разгон и торможение
Добавлено: 07 май 2019, 13:39
merkwurdigliebe
Hanter писал(а):Да ладно! вы реально считаете что если зарезать настройки одного привода то остальные продолжат работать как ни в чем не бывало ???

конечно. и вместо окружностей будут получаться
эллипсы овалы.
welcome to the real world!

Re: LinuxCNC S-разгон и торможение
Добавлено: 07 май 2019, 13:53
Hanter
merkwurdigliebe писал(а):конечно. и вместо окружностей будут получаться эллипсы.
welcome to the real world!
Дмитрий - шаговики и управление по степ-дир лично меня не интересуют

мои системы дадут круг...
sidor094 писал(а):Алексей ,Вы пытаетесь найти скрытый смысл в описании.И какое-нибудь глобальное отличие ДельтаТау от "устаревших" систем чпу типа NC31 в том числе Фанук и Сименс .Может всё-таки его нет и принцип работы у них примерно одинаковый?
Немножко не так - про "скрытый смысл - я не пытаюсь найти скрытый смысл в описании... я с конкретно дельтой ковыряюсь уже почти 10 лет.. причем сам, за очень редкой помощью коллег... и поверьте - за это время я и мануалы перечитал, и с железом столько наковырялся, что "немножко" представляю себе как оно работает
По этому я говорю о том, что почерпнул из мануалов и своих опытов.
Ну а касаемо "устаревших" систем - вполне допускаю что основы везде одинаковые. Но я не имею привычки говорить о том, чего в принципе не знаю. по этому я и не касаюсь этих вещей. И если вы посмотрите - я не лезу в обсуждения сименса... НЦшек... и прочего-прочего-прочего... Но вот по Фануку - я вам могу с полной уверенностью сказать, что их "верхний сегмент" стоек построены именно на базе дельты тау.....
в догонку - кстати вот по этой картинке об Хаасе - Дмитрий - осталось найти описание системы на которой сделан этот замер...
Вы поройтесь внимательно - картинка эта известная
и посмотрите что они там пишут о такой же картинке ПОСЛЕ установки "опции - оптические линейки"....
Re: LinuxCNC S-разгон и торможение
Добавлено: 07 май 2019, 14:04
aftaev
merkwurdigliebe писал(а):конечно. и вместо окружностей будут получаться эллипсы овалы.
welcome to the real world!
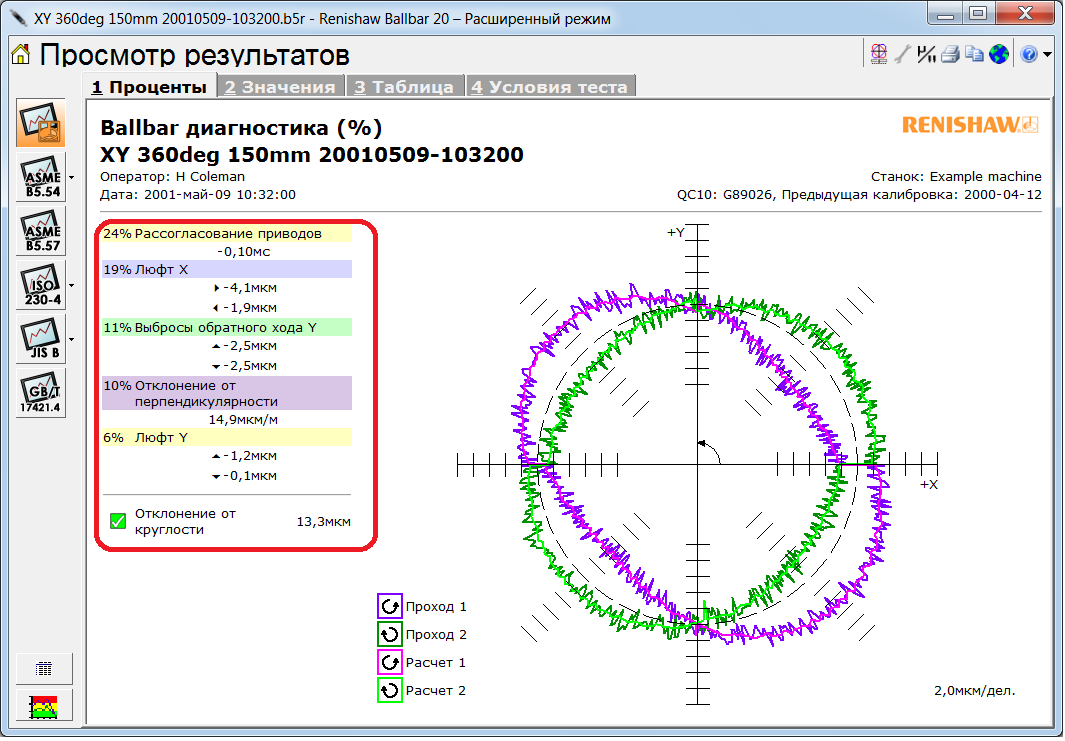
merkwurdigliebe, картинка у тебя не красивая. Вот здесь по красивше
Re: BallBar (cчитать данные по RS232 и нарисовать график LCN #92 там где написано рассогласование приводов 24%
Re: LinuxCNC S-разгон и торможение
Добавлено: 07 май 2019, 14:07
merkwurdigliebe
причем тут шаговики?
и оптические линейки в этом случае не помогут.
вот еще реальная машина c cnczone - fadal vmc 4020
Re: LinuxCNC S-разгон и торможение
Добавлено: 07 май 2019, 14:11
sidor094
Линейки тут вероятно не помогут.Тут у одной из осей более слабое усиление.При медленном движении интегралка вытянет отстающую ось,а при быстром так и получится.Вообще при медленно разгоняющихся осях и быстром движении диаметр окружности уменьшится относительно заданного.Точнее говоря окружность всегда получается меньше заданной,просто при приемистых приводах ,и не очень больших скоростях это уменьшение очень небольшое.Так - же как ничего нельзя сделать со скруглением углов кроме замедления движения в конце отрезка.
Re: LinuxCNC S-разгон и торможение
Добавлено: 07 май 2019, 14:12
michael-yurov
Hanter писал(а):Да ладно! вы реально считаете что если зарезать настройки одного привода то остальные продолжат работать как ни в чем не бывало ???
Михаил - вот лично вам бы я это даже на опыте продемонстрировал. но увы только в конце месяца...
Речь именно про внутренние настройки одного из сервоусилителей, а не про параметры оси в системе управления. И именно про привод обычной оси, а не главный привод токарного станка.
Хочется видеть, что изменение настроек сервоусилителя повлияет на время выполнения УП.
Я с промышленными системами никогда не сталкивался, и потому очень хочется видеть такое в реальности.
У меня интерес этот давно. Месяц — другой роли не играют. Если и когда будет удобная возможность, и если есть такая система управления — проведи опыт. Буду очень рад и благодарен за ценную информацию. Независимо от того, каким окажется результат опыта.
Рассуждения на форуме это, конечно, интересно, но мало говорит о реальном положении вещей.
Re: LinuxCNC S-разгон и торможение
Добавлено: 07 май 2019, 15:23
Hanter
michael-yurov писал(а):Речь именно про внутренние настройки одного из сервоусилителей, а не про параметры оси в системе управления. И именно про привод обычной оси, а не главный привод токарного станка.
Хочется видеть, что изменение настроек сервоусилителя повлияет на время выполнения УП.
не, не так. настройки усилка во время выполнения программы я поменять не смогу. просто физически. я могу покрутить "Гайны" - коэфициенты усиления. и настройки тока. ибо это все будет на системе с управлением по аналогу. плюс если найдется подходящий источник питания можно поиграть напругой, чтобы изменить параметры движения оси. это можно. ну и естественно речь не о шпинделе, а об осях.
michael-yurov писал(а):У меня интерес этот давно. Месяц — другой роли не играют. Если и когда будет удобная возможность, и если есть такая система управления — проведи опыт. Буду очень рад и благодарен за ценную информацию. Независимо от того, каким окажется результат опыта.
Рассуждения на форуме это, конечно, интересно, но мало говорит о реальном положении вещей.
да без проблем. я просто завтра вечером свалю на баренцуху. и дальше в отпуске до конца месяца.. как вернусь - поковыряю.
Re: LinuxCNC S-разгон и торможение
Добавлено: 07 май 2019, 15:33
Hanter
merkwurdigliebe писал(а):причем тут шаговики? и оптические линейки в этом случае не помогут. вот еще реальная машина c cnczone - fadal vmc 4020
"Шаговики" - это был стеб. я под ними понимал системы управляемые по степ-диру. как раз с контуром позиции замкнутым на усилок.... И это нормальная ситуация для подобных систем.
Говоря про линейки я подразумевал что будет задействован контур позиции замкнутый на контролер.... у Хааса такая возможность есть. по крайней мере у VF-2/3 и у VM-2/3....
И даже более того - я так же неоднократно писал и тут и на чипе, причем за много лет до сегодняшнего дня, что на новом хаасе рукой отжимал шпиндель шот по памяти на 14 соток вроде.. и стол по моему на 17 или 18....
и это БЕЗ какой либо реакции со стороны стойки.. то есть система не реагировала ВООБЩЕ никак. даже координаты не менялись....
А вот после установки линеек я стол больше чем на полторы сотки отжать не мог.... при этом система реагировала на мои действия как изменением координат на стойке так и коррекцией положения... Возникает интересный вопрос - есть ли польза от замкнутого на контролер контура позиции ????
Re: LinuxCNC S-разгон и торможение
Добавлено: 07 май 2019, 15:55
merkwurdigliebe
польза от линеек - компенсация неточностей, люфтов и упругих деформаций при передаче момента от мотора до конечного движущегося элемента. и повторюсь, совершенно не имеет значения куда они подключены - в усилки или в общий контроллер. принципиально они работать будут одинаково - в серво контуре обратной связи по позиции каждая независимо на свой канал.
Re: LinuxCNC S-разгон и торможение
Добавлено: 07 май 2019, 16:03
Hanter
если контур позиции замкнут на усилок и управление по степ-диру - да. согласен. Если управление по аналогу и контур позиции заведен на контролер то нихрена не согласен. "Польза" от линеек прежде всего в информации о реальном положении оси.... И принципиально - огромная разница - имеет контролер информацию о реальном положении осей или нет.
Re: LinuxCNC S-разгон и торможение
Добавлено: 07 май 2019, 16:13
merkwurdigliebe
аналоговый интерфейс подразумевает управление скоростью или моментом. т.е. контур позиции находится вне усилка и линейку в него втыкать нет смысла.
то, что контуры позиции нескольких осей могут быть вынесены за пределы сервоусилителей и обрабатываться одним контроллером абсолютно ничего принципиально не меняет
Re: LinuxCNC S-разгон и торможение
Добавлено: 07 май 2019, 16:49
Lexxa
давайте, разберем причины и следствия
Из FB1 на синумерик
Линейные искажения сигнала возникают из-за:
● не оптимально настроенного регулятора скорости или положения
● разных коэффициентов Kv участвующих в создании траектории осей подачи
При одинаковом коэффициенте Kv двух выполняющих линейную интерполяцию
осей, фактическая точка следует за заданной точкой по одной траектории, но с
задержкой. При различных коэффициентах Kv возникает параллельное смещение
между заданной и фактической траекторией.
● разной динамики приводов подачи
Разная динамика приводов, в первую очередь на изменениях контуров, ведет к
отклонениям от траектории. Окружности из-за разной динамики обоих приводов
подачи искажаются в эллипсы.
Нелинейные искажения сигнала возникают из-за:
● активации ограничения тока в пределах области обработки
● активации ограничения заданного значения скорости
● погрешности реверса в пределах и/или вне контура управления по положению
При прохождении круговой траектории прежде всего возникают погрешности
контура из-за погрешности реверса и трения.
При движении по прямой погрешность контура возникает из-за погрешности
реверса вне контура управления положением, к примеру, из-за наклоняющегося
фрезерного шпинделя. Она приводит к параллельному смещению между
фактической и заданной траекторией. Оно тем больше, чем ровнее проходит
подъем прямых.
● нелинейные фрикционные свойства суппорта
Следовательно оси, двигающие рабочюю точку по траектории действительно не ждут друг друга, если по причини рассогласованного Kv, например, одна отстанет от другой.
Поэтому и рекомендуется проводить в том числе и оптимизацию интерполяции.
Однако, ЧПУ со своей стороны контролирует, что скорость (позиция) осей находится в допустимом диапазоне, а иначе аларм.
И для того чтобы компенсировать "отстающие" оси в системах ЧПУ принменяют целый ряд мер, например адаптация динамической характеристики
С помощью адаптации динамической характеристики оси с различными
коэффициентами Kv могут быть установлены на одинаковую ошибку рассогласования.
Таким образом, для осей, выполняющих совместную интерполяцию, можно достичь
оптимальной точности контура без потери качества регулирования. Высокий
коэффициент Kv оси может быть сохранен. Тем самым обеспечивается оптимальное
подавлении помех оси.
Функция активируется с помощью машинных данных:
MD32900 $MA_DYN_MATCH_ENABLE (Адаптация динамической характеристики)
Согласование осей и разница эквивалентных постоянных времени "самого
медленного" регулирующего контура к соответствующей оси осуществляется через
машинные данные:
MD32910 $MA_DYN_MATCH_TIME[n] (постоянная времени адаптации динамической
характеристики)
С помощью MD эквивалентная постоянная времени контура управления по положению
осей с более высоким коэффициентом Kv согласуется с осью с низшим
коэффициентом Kv.
Так что корректное параметрирование при различных динамических характеристиках станка не должно приводить к эллипсам, которые вы тут все показаываете.
Ваши эллипсы к управлению по положению имеют мало информотивности без предварительно снятых показаний о геометрической точности станка, ибо точно такие же эллипсы будут и в случае, если у вас Х-У оси неперпендикулярны.
merkwurdigliebe для ЧПУ привод это черный ящик, и как в него заведена ОС вообще разницы нет, контур управления положением живет в ЧПУ, в приводе живут контуры управления по скорости и по току.
И регулирование осуществляется по такому принципу
Код: Выделить всё
ЧПУ ПРИВОД Опционально
Интерполятор -> Контур положения -> | Контур скорости -> Контур тока | -> Мотор -> Датчик 1 -> (Датчик 2)
| |<-------------| |
|< - - - - - - - - - - - -|<---------------------------------------| |
|<- - - - - - - - - - - - - - - - - - - -- - - - - - - - - - - - - - - - - - - - - |
Re: LinuxCNC S-разгон и торможение
Добавлено: 07 май 2019, 17:04
merkwurdigliebe
Lexxa писал(а):Ваши эллипсы к управлению по положению имеют мало информотивности без предварительно снятых показаний о геометрической точности станка, ибо точно такие же эллипсы будут и в случае, если у вас Х-У оси неперпендикулярны.
нет, не такие. объяснить почему или сами догадаетесь?
merkwurdigliebe для ЧПУ привод это черный ящик, и как в него заведена ОС вообще разницы нет, контур управления положением живет в ЧПУ, в приводе живут контуры управления по скорости и по току. И регулирование осуществляется по такому принципу
возможно, что когда-то так и было. во всех мицубисях лет тридцать уже не так и позиция живет в приводах. про остальных несложно выяснить, но, подозреваю, что аналогично.
динамическая адаптация - ага, прикольно. но принципиально ничего не меняет.
Re: LinuxCNC S-разгон и торможение
Добавлено: 07 май 2019, 21:24
michael-yurov
Hanter писал(а):настройки усилка во время выполнения программы я поменять не смогу. просто физически.
Я имел в виду, что разные настройки привода (ну, или ПИД регулятора привода) повлияют на реальное время выполнения одной и той же тестовой УП.
Т.е. Выполнить УП и засечь время при обычных настройках, и то же самое но при заниженных настройках одного из приводов.
если время выполнения увеличится — значит и правда система как-то учитывает реальные возможности привода.
Re: LinuxCNC S-разгон и торможение
Добавлено: 08 май 2019, 00:07
Lexxa
merkwurdigliebe, остаётся тебе изобрести свою ЧПУ и как котят ткнуть носом и хайденхайн, и синумерик и фанук и его клонов хаас с митсубиши.
Ага, прикольно...
И, да, объясни, раз уж сам предложил.
Вот только не надо мне хэлп из ренишоу тут цитировать.
Re: LinuxCNC S-разгон и торможение
Добавлено: 08 май 2019, 00:10
Lexxa
michael-yurov, интерполятор линуксцнц как раз не учитывает настройки пил регулятора. Интерполятор линуксцнц учитывает лишь спараметрированное для оси ускорение.
Re: LinuxCNC S-разгон и торможение
Добавлено: 08 май 2019, 01:19
michael-yurov
Про LinuxCNC я и так знаю. Я хотел увидеть в живую,систему, где это работает.
Re: LinuxCNC S-разгон и торможение
Добавлено: 08 май 2019, 06:21
sidor094
Мне кажется адаптация динамической характеристики это просто изменение в системе чпу наклона ускорения для различных осей.Но при этом мы можем только замедлить быструю ось,а не разогнать медленную(если конечно настройки приводов максимальные) Так как в управлении координатой участвуют два графика разгона-торможения.Один находится в сервоприводе а второй рассчитывает система чпу. Причем в системе чпу линейная а в приводе экспоненциальная характеристика разгона- торможения.кроме того если контур положения находится в чпу есть возможность его подстроить при работе.Все это имеет смысл только при кривой настройке приводов.И это опять таки только подстройка приводов во время работы и влияет только на характеристики разгона-торможения.,но никак не изменение скорости движения системы чпу.Кстати такую штуку можно провернуть самому с любой системой чпу ,добавив внешний блок на который будут приходить данные энкодеров со всех приводов.С этим ,я думаю справится любой микроконтроллер STM32