Есть где нить видос по переделки савинского выкидыша?
Просто в точку попал.
Есть где нить видос по переделки савинского выкидыша?
Просто в точку попал.

На заводе обычное требование в техпроцессе обработки детали: снять заусенцы напильником. И партии бывают даже не порядком выше. 500 штук немного на самом деле если хочется качественно боле-менее сделать для себя. Самое главное - дешево.Мастер Миха писал(а): ↑ 500 деталек надфилем устанешь снимать.
Что еще раз доказывает что были использованы неправильные фрезы. Фрезы для металла обычно делаются более тупыми элементарно по причине что слишком острую кромку сразу сточит о материал. Соответственно такую фрезу будет сильнее отгибать.Мастер Миха писал(а): ↑ Я и МДФ 12мм обрабатывал но по 1мм снимал, что бы получить диаметр 3мм а вместо этого получил 2,6мм
Ай-я-яй!! Нельзя так говорить!
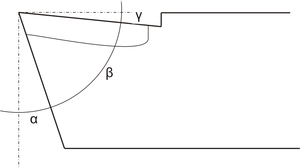
https://ru.wikipedia.org/wiki/%D0%A0%D0%B5%D0%B7%D0%B5%D1%86_(%D0%B8%D0%BD%D1%81%D1%82%D1%80%D1%83%D0%BC%D0%B5%D0%BD%D1%82) писал(а): Главные углы измеряются в главной секущей плоскости. Сумма углов α+β+γ=90°.
Главный задний угол α — угол между главной задней поверхностью резца и плоскостью резания. Служит для уменьшения трения между задней поверхностью резца и деталью. С увеличением заднего угла шероховатость обработанной поверхности уменьшается, но при большом заднем угле резец может сломаться. Следовательно чем мягче металл, тем больше должен быть угол.
Угол заострения β — угол между передней и главной задней поверхностью резца. Влияет на прочность резца, которая повышается с увеличением угла.
Главный передний угол γ — угол между передней поверхностью резца и плоскостью, перпендикулярной плоскости резания, проведённой через главную режущую кромку. Служит для уменьшения деформации срезаемого слоя. С увеличением переднего угла облегчается врезание резца в металл, уменьшается сила резания и расход мощности. Резцы с отрицательным γ применяют для обдирочных работ с ударной нагрузкой. Преимущество таких резцов на обдирочных работах заключается в том, что удары воспринимаются не режущей кромкой, а всей передней поверхностью.
Угол резания δ=α+β.
Возьми-ка, Мастер Миха, зубило и иди строгать им сыр с хлебом на завтрак. Доску кухонную тоже стругани на сладкое.Мастер Миха писал(а): ↑ не думаю, что по металлу фрезы будут плохо и ни как обрабатывать более хлипкий материал.
А я про закон Ньютона. Третий.Мастер Миха писал(а): ↑ стоит всё как у молодого
А ну-ка, Третий закон Ньютона в соседнем магазине как звучит? Иначе, да?Мастер Миха писал(а): ↑ все инструменты под боком магазин.
Плохой у тебя начальник был.Мастер Миха писал(а): ↑ Потом люлей отхватил на заводе вытачивая переходник для шуруповёрта.
Не ко мне.Мастер Миха писал(а): ↑ Так какую универсальную фрезу для дерева и пластика купить?
Мне после потребуется длинная 3см (лучше по длиннее) и тонкая фреза 2мм, для того же МДФ, что бы отферезровать более глубокие детали, из них составить более высокую одну деталь, а тонкая нужна, потому что углы должны максимально быть острыми.
Насчет вменяемых цен не подскажу - всегда фрезы разных диаметров стоили как паровоз... Но пример могу дать, на поиск потратил 5 минут: https://www.vseinstrumenti.ru/product/f ... 9-2640584/Мастер Миха писал(а): ↑ Так какую универсальную фрезу для дерева и пластика купить?
У меня пока 6мм фрезер и пока мне именно на 2мм нужна.
Ну помечтать не вредно. Даже если удастся найти и купить такую, то подозреваю она и 100 мм реза не протянет на вашем станке. Для понимания про что я говорю возьмите прутик диаметром в 1мм длиной 30мм и попробуйте согнуть пальцами.Мастер Миха писал(а): ↑ Мне после потребуется длинная 3см (лучше по длиннее) и тонкая фреза 2мм, для того же МДФ, что бы отферезровать более глубокие детали, из них составить более высокую одну деталь, а тонкая нужна, потому что углы должны максимально быть острыми.