Страница 1 из 11
Фрезерный 5,5 кВт по дереву и цветмету на серводвигателях
Добавлено: 29 фев 2016, 22:00
Fagot
Доброго времени суток!
Прошу оценить компоновку на наличие "слабых мест", а также прошу поделится своим мнением и дополнить компоновку.
Обрабатываемый материал: Дерево, пластик, цветмет
Рабочее поле 2500*1200*250
Шпиндель: GDK125-12-24Z/4.0-8.0 (5,5 кВт) вес 28 кг
Cерводвигатели: 80ST-NO2430 (Фланец 80мм, 2.4/7.1Н*м, 3000об/мин, 750Вт)
Драйверы EP100B-2A 0.75 кВт 2.4 нМ 3000 об 4.2А
Контроллер ???
Рейка модуль 1,5
Шестерня 30 зуб
Редуктор 1:6 (планетарный либо ременный??)
рельсы по осям х.у Хивин 20
по оси Z Хивин 15, ШВП 2005
Заранее благодарен всем!
С уважением,
Дмитрий.
Re: Фрезерный 5,5 кВт по дереву и цветмету на серводвигателя
Добавлено: 29 фев 2016, 22:41
donvictorio
есть список комплектующих.
нет примера реализации в железе.
нечего советовать.
Re: Фрезерный 5,5 кВт по дереву и цветмету на серводвигателя
Добавлено: 29 фев 2016, 23:22
AGP
Fagot писал(а):Рабочее поле 2500*1200*250
Fagot писал(а):Рейка модуль 1,5
Шестерня 30 зуб
Редуктор 1:6
даешь цветмет!
Re: Фрезерный 5,5 кВт по дереву и цветмету на серводвигателя
Добавлено: 29 фев 2016, 23:39
niksooon
С таким редуктором метров 70 с гаком в минуту буит ездить на номинальной скорости серваков.......Оно вам надо?
Re: Фрезерный 5,5 кВт по дереву и цветмету на серводвигателя
Добавлено: 01 мар 2016, 04:02
Fagot
Какая редукция будет оптимальна?
Какой редуктор лучше использовать? (ременный или планетарный)
Re: Фрезерный 5,5 кВт по дереву и цветмету на серводвигателя
Добавлено: 01 мар 2016, 07:35
Fagot
Рама станка: профильная труба 100*100*6. Направляющие профильная труба 100*100*8 с фрезерованным пазом под рельсы.
Портал: алюминиевый конструкционный профиль 80*160
Re: Фрезерный 5,5 кВт по дереву и цветмету на серводвигателя
Добавлено: 01 мар 2016, 09:43
AGP
У вас есть возможность сделать паз под рельсы в трубе 2,5 м?
Я думаю проще сварить раму,а на нее прикрутить наборные бруски из стали с пазом под рельс(а сбоку можно и паз под рейку сделать)
Видел в продаже металлические бруски 50*50.
Re: Фрезерный 5,5 кВт по дереву и цветмету на серводвигателя
Добавлено: 01 мар 2016, 18:19
Atom42
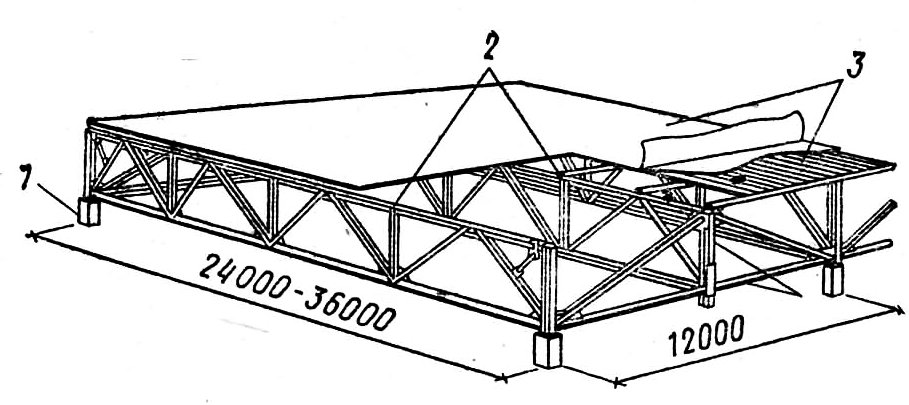
Мне нравится только "обрешетка" под стол, остальное не о чем. Косынки тоже не серьезные. ИМХО
Re: Фрезерный 5,5 кВт по дереву и цветмету на серводвигателя
Добавлено: 01 мар 2016, 19:27
Fagot
Возможность фрезеровки имеется.
Что нужно изменить, добавить чтобы стол был "о чем"
Спасибо.
Re: Фрезерный 5,5 кВт по дереву и цветмету на серводвигателя
Добавлено: 01 мар 2016, 21:39
Darxton
Fagot писал(а):Возможность фрезеровки имеется.
Что нужно изменить, добавить чтобы стол был "о чем"
Спасибо.
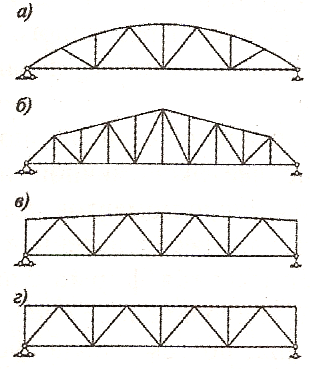
полпроекта. Макс. кол-во элементов должно работать на растяжение, а не сжатие. См:
https://yandex.ru/images/search?text=%D ... 0%BC%D1%8B+
напр:
http://konspekta.net/studopediaorg/baza ... age017.jpg
http://rud.exdat.com/pars_docs/tw_refs/ ... d1ee33.png
http://helpiks.org/helpiksorg/baza5/132 ... age069.png
И минимально висеть.
Re: Фрезерный 5,5 кВт по дереву и цветмету на серводвигателя
Добавлено: 01 мар 2016, 22:49
Vladislav26rus
Если вы про дуговую сварку то что бы сварить деталь для станка нужной точности тут нужно иметь огромный опыт тем более если деталь лёгкая следовательно тонкая труба а её ведёт так что огонь!!! бывало даже уводит так что аш струпцины улетали))) Так что для станка лучше тяжелое и что бы было как можно меньше стыков а лучше все на болты или клепки. Поэтому тут лучше использовать швелер который если даже и утянет то можно будет его от фрезеровать тем более если есть такая возможность.
Re: Фрезерный 5,5 кВт по дереву и цветмету на серводвигателя
Добавлено: 01 мар 2016, 22:52
Darxton
вы по ссылкам ходили?
Re: Фрезерный 5,5 кВт по дереву и цветмету на серводвигателя
Добавлено: 02 мар 2016, 20:17
Fagot
Да, конечно!
Я так понял, это фермы. И стол необходимо варить по этому типу.
Сейчас я перечерчиваю основание. Направляющие под рельсы планирую крепить на болтовое соединение с целью регулировки.
Вопрос по порталу. Что лучше применить: две профильные трубы 100*100*6 сваренные друг над другом, или алюминиевый конструкционный профиль 80*160 (вес шпинделя 28 кг, мощность 5,5 кВт)
Re: Фрезерный 5,5 кВт по дереву и цветмету на серводвигателя
Добавлено: 02 мар 2016, 20:29
Fagot
niksooon писал(а):С таким редуктором метров 70 с гаком в минуту буит ездить на номинальной скорости серваков.......Оно вам надо?
По редукции не совсем понятно. С редукцией 1:6 скорость перемещения будет больше чем 70 м/мин?
Я рассчитал (возможно ошибся): ременный редуктор 1 шестерня 25 зубов, 2 шестерня 75 зубов редукция 1:3. Модуль рейки 1,5 т.е шаг составляет 4,71 мм. Шестерня с редуктора на рейку 15 зубов. Таким образом, при номинальной скорости (2000 об/мин), получаем 2000/3*15*4,71 = 47100 мм/мин или 47,1 м/мин. При максимальной скорости серв - 70,65 м/мин.
Если расчеты правильны, то подскажите подойдет такой редуктор.
Если нет то поправьте.
Спасибо.
Re: Фрезерный 5,5 кВт по дереву и цветмету на серводвигателя
Добавлено: 02 мар 2016, 21:07
donvictorio
Fagot писал(а):Вопрос по порталу. Что лучше применить: две профильные трубы 100*100*6 сваренные друг над другом, или алюминиевый конструкционный профиль 80*160 (вес шпинделя 28 кг, мощность 5,5 кВт)
сваренные - не особо хорошая идея. разочарование придёт после результата продольной сварки. скажу наперёд - получится дуга, выворачивает даже 20ку швеллеры. их можно вообще между собой не сваривать. как раз между ними будет винт отлично себя чувствовать. если уж невтерпёж таки их скрепить между собой, то на болты и пластиной. но она там не особо нужна.
по поводу материала - модуль Юнга стали больше алюминия раза в 3. при одинаковой форме-сечении. на практике это значит, что к примеру труба с одинаковыми размерами-сечением будет в 3 раза больше деформироваться под той же нагрузкой, чем стальная. но алюминий легче (дешевле) обрабатывать, из алюминия делают интересные фасонные профили и тд.
Re: Фрезерный 5,5 кВт по дереву и цветмету на серводвигателя
Добавлено: 02 мар 2016, 21:57
Fagot
donvictorio писал(а):Fagot писал(а):Вопрос по порталу. Что лучше применить: две профильные трубы 100*100*6 сваренные друг над другом, или алюминиевый конструкционный профиль 80*160 (вес шпинделя 28 кг, мощность 5,5 кВт)
сваренные - не особо хорошая идея. разочарование придёт после результата продольной сварки. скажу наперёд - получится дуга, выворачивает даже 20ку швеллеры. их можно вообще между собой не сваривать. как раз между ними будет винт отлично себя чувствовать. если уж невтерпёж таки их скрепить между собой, то на болты и пластиной. но она там не особо нужна.
по поводу материала - модуль Юнга стали больше алюминия раза в 3. при одинаковой форме-сечении. на практике это значит, что к примеру труба с одинаковыми размерами-сечением будет в 3 раза больше деформироваться под той же нагрузкой, чем стальная. но алюминий легче (дешевле) обрабатывать, из алюминия делают интересные фасонные профили и тд.
Алюминиевый конструкционный профиль, к примеру, 80*160 имеет момент инерции 781 см4. Прогиб профиля длиной 1,2м с нагрузкой в 700 Н (70 кг) равен 0,011 мм. При том вес его составляет 8,6 кг/м.
Та все таки, посоветуйте из чего делать портал.
Спасибо.
Re: Фрезерный 5,5 кВт по дереву и цветмету на серводвигателя
Добавлено: 02 мар 2016, 22:42
donvictorio
если у вас есть технические и профессиональные возможности, чтобы скопировать какой-то промышленный образец, который удовлетворяет вашим требованиям, зачем вы задаёте здесь вопросы?
Re: Фрезерный 5,5 кВт по дереву и цветмету на серводвигателя
Добавлено: 03 мар 2016, 07:26
Fagot
Это мой первый проект. В станкостроение я ноль. Могу только произвести несложные расчеты.Поэтому нужны практические советы по материалам, компоновке, технологии изготовления, юстировки и т.д.
Спасибо.
С уважением, Дмитрий.
Re: Фрезерный 5,5 кВт по дереву и цветмету на серводвигателя
Добавлено: 03 мар 2016, 23:05
donvictorio
Fagot писал(а):Это мой первый проект. В станкостроение я ноль. Могу только произвести несложные расчеты.Поэтому нужны практические советы по материалам, компоновке, технологии изготовления, юстировки и т.д.
Спасибо.
С уважением, Дмитрий.
из фасонного профиля станки получаются самыми дешёвыми в плане материаловложения, но самыми геморойными в сборке, если во главу угла ставится геометрия и прецизионность.
к примеру тот станок, что на фотке выше может быть как полным говнищем, так и вполне ничего - всё зависит от того, какая оснастка и какие постсварочные работы по отпуску и доводке конструкции проводились.
как бывший нач цеха сварки могу ответственно заявить - сварка без отпуска не для точных станков. где-то Афтаев выкладывал очень показательное видео одного американского сварщика, который на пальцах и примерах показывал почему. вкратце - при сварке шов расширяет окружающий металл напрягая его и деформируя основную конструкцию. причём силы деформации настолько велики, что вполне заметно деформируют довольно толстые железки, о тонкостенных трубках вообще молчу. казалось бы - остывая всё должно вернуться в исходное состояние, но есть небольшой нюанс - тот металл, который "хочет вернуться" не получает достаточно свободного места, так как там, где была пустота - лежит шов. ну да ладно бы только это - сварили, фрезернули и забыли, но нет - борьба шва и остальной конструкции идёт довольно долго (сталь не особо упругий материал) и коробит уже готовую, "вылизанную" конструкцию. всё, как с чугунной отливкой.
из примера - металлические фермы для перекрытий, варились партиями, сгонные отверстия высверливались на кондукторах, на стапелях, через пол года лежания оказалось, что некоторые отверстия "ушли" от кондукторных на десятки миллиметров. конструкция, правда, под 20 метров длиной, но тем не менее.
*
из алюминиевого профиля проще, но намного дороже, метр качественного забугорного профиля 80*160 (канья, бош и тд) стОит за 200 евро.
с не особо качественным и дешёвым проблемы те же, что и со стальным профилем, но последний в разы дешевле.
поэтому самыми дешёвыми и практичными (наколенными) вариантами остаются фасонный стальной профиль с минимумом сварки либо листовой прокат на штифтах-болтах.
Re: Фрезерный 5,5 кВт по дереву и цветмету на серводвигателя
Добавлено: 06 мар 2016, 17:01
Andrew//A
Я являюсь автором выше изложенного станка (фото).
1. На счет сварной рамы.
Полностью солидарен с donvictorio. "сварка без отпуска не для точных станков" - это верно. В процессе сварки станину скручивало чуть ли не в бараний рог. Прихватки лопались только в путь, поэтому профильные трубы, где находятся направляющие, я крепил на болтовые соединения, оставив возможность для юстировки. Фото выложу чуть позже. И вообще нужно понимать для чего строиться станок. Например, основная задача моего станка: обработка дерева, раскройка МДФ. Соответственно, точность станка в 0.1 для таких целей более чем достаточно, в некоторых моментах допускается даже 0.2. Точнее этих результатов, при сварке без отпуска, мне кажется, не возможно. Если же, вам нужен станок точнее, то забудьте про сварку вообще.
Так же мне чудом удалось избежать обработки профильных труб под длинные направляющие (Y). Покупая трубы 100х100х6 на металлобазе 12 метровый хлыст, попросил чтобы мне его торцевали на ленточном станке, а не резали газорезкой, что бы избежать деформации. Прежде всего, договорился, что бы мне позволили выбрать лучшие трубы из имеющихся. Доставив трубы к себе на базу,я решил проверить на сколько всё плохо, приложив к поверхности 3-х метровую поверочную линейку. И тут... У меня челюсть отвисла. Трубы оказались ровными, в пределах моего допуска. Я был очень рад!

Учитывая то, что станина не подвергалась отпуску, я понимаю, что какое-то время будут происходить изменения в его геометрии. Следовательно, есть необходимость регулярно проводить контроль положения основных точек, а при необходимости юстировать направляющие, регулировочными винтам, с помощью рамного уровня.
2. Портал.
Варил портал прихватками длиной примерно 30 мм с интервалом 40 мм. Отклонения в пределах допуска. Пока никакого скручивания не наблюдаю, работает всё хорошо. Только в будущем планирую модернизацию портала и всего станка, с учетом всех моих ошибок. Всё подробно опишу в теме своего станка.
Алюминиевый профиль, это конечно очень здорово, но очень дорого.
3. Ременный редуктор или планетарный.
Здесь всё очень просто. Есть деньги - покупай планетарный редуктор, нет денег - делай ременный. Единственное, что могу сказать в пользу ременного редуктора: проще = надежно.
{kind=link}
{kind=link}
{kind=link}