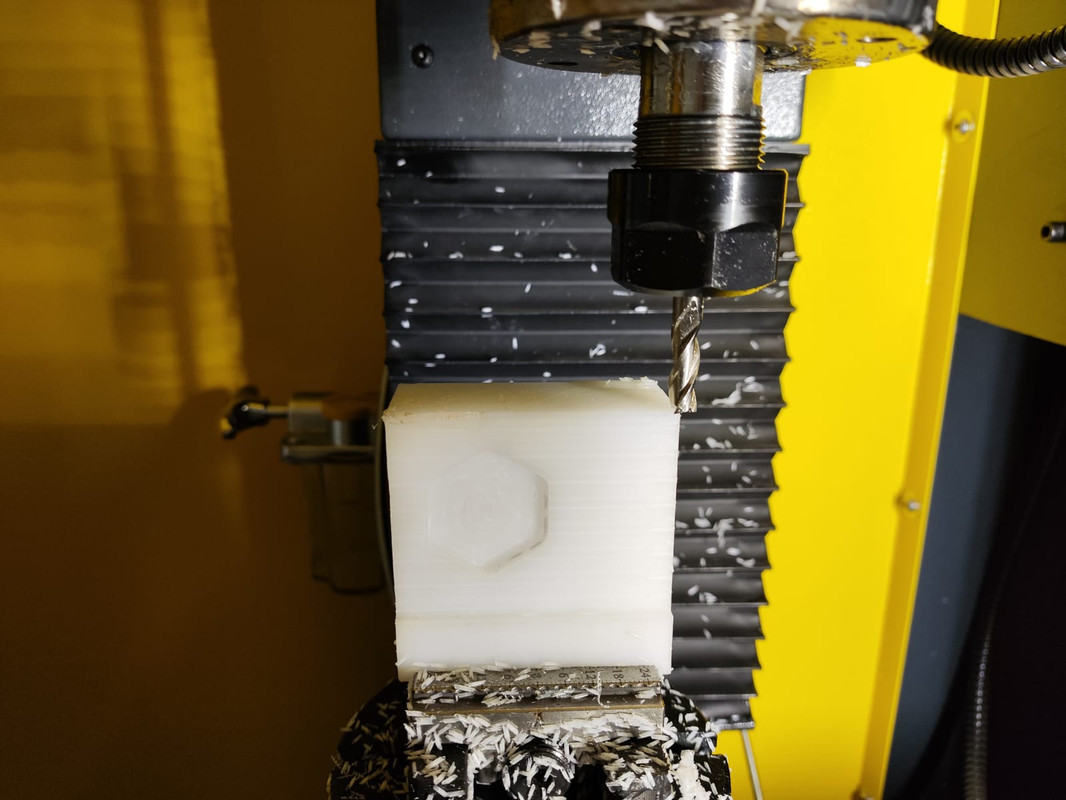
Небольшой высокоточный 5 осевой фрезерный станок. Система контроля - Yornew KY100MC. Шпиндель 2.2кВт с регулировкой оборотов 300 - 24000.
Рабочее поле:
X-220mm; Y-120mm; Z-200mm
Обрабатываемые материалы:
алюминий, пластик
Чертежи, фото, видео станка:
дополню на днях
Примеры изделий (фото):
Вопросы:
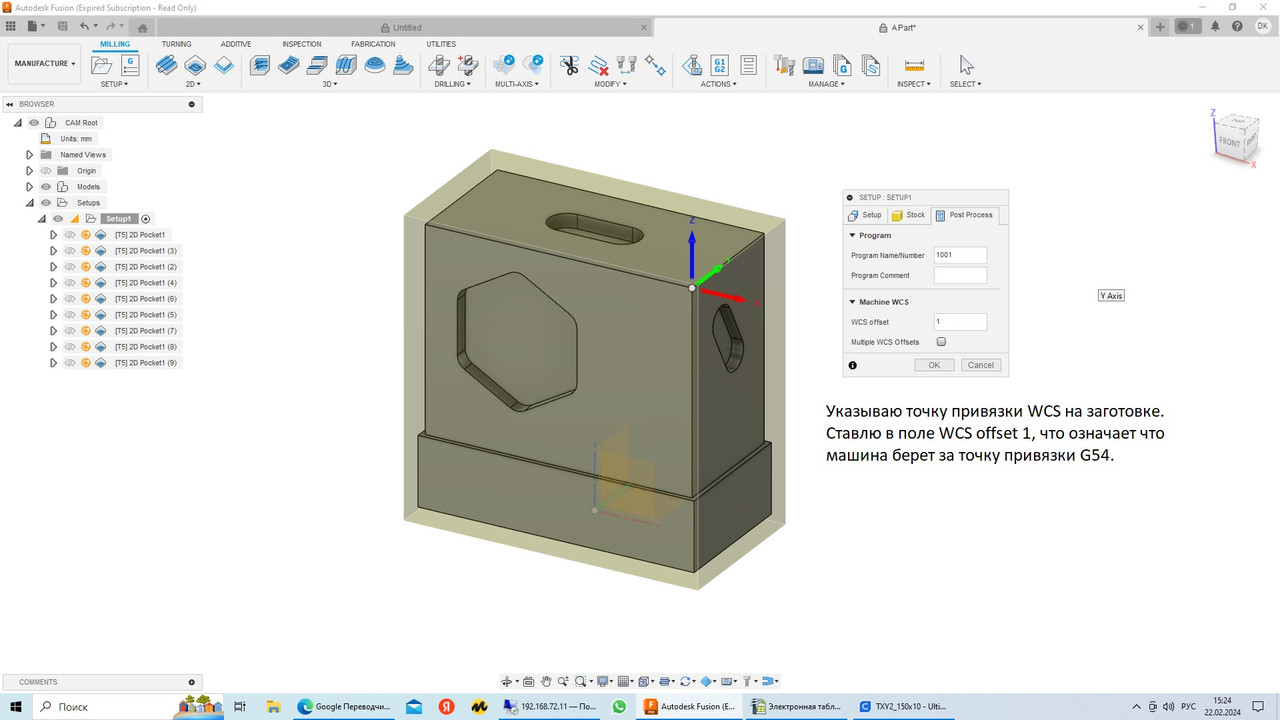
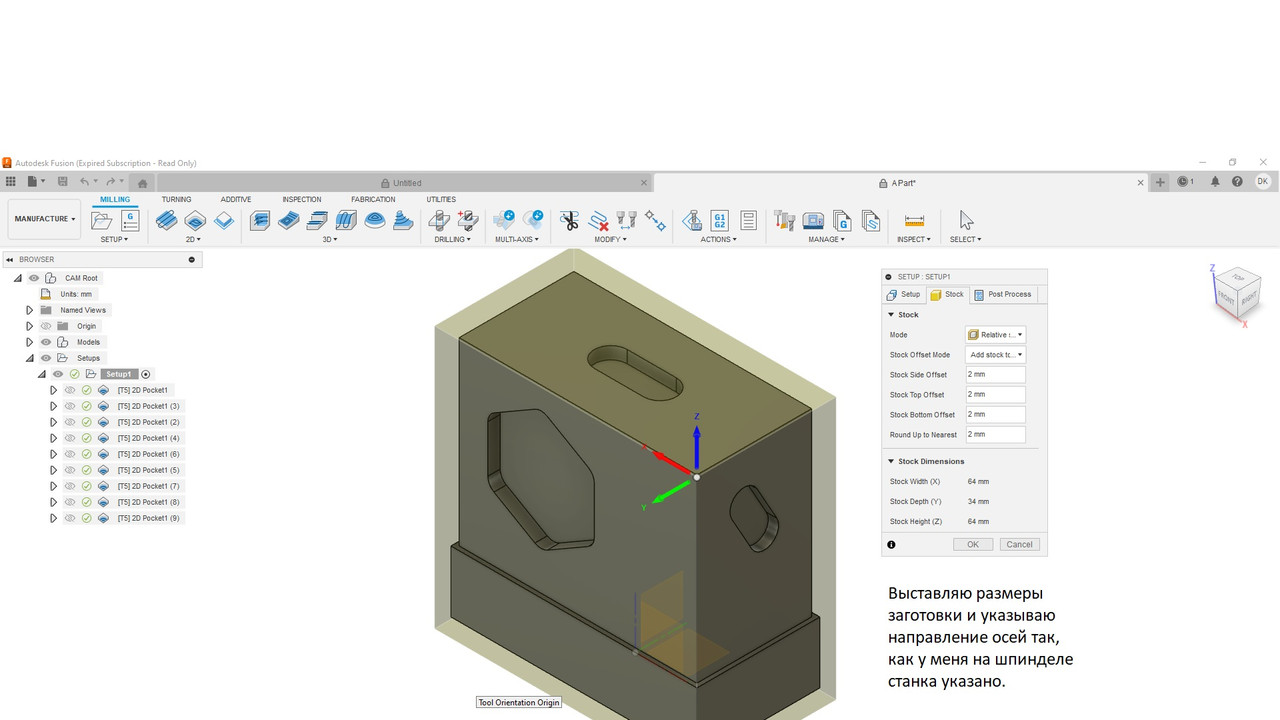
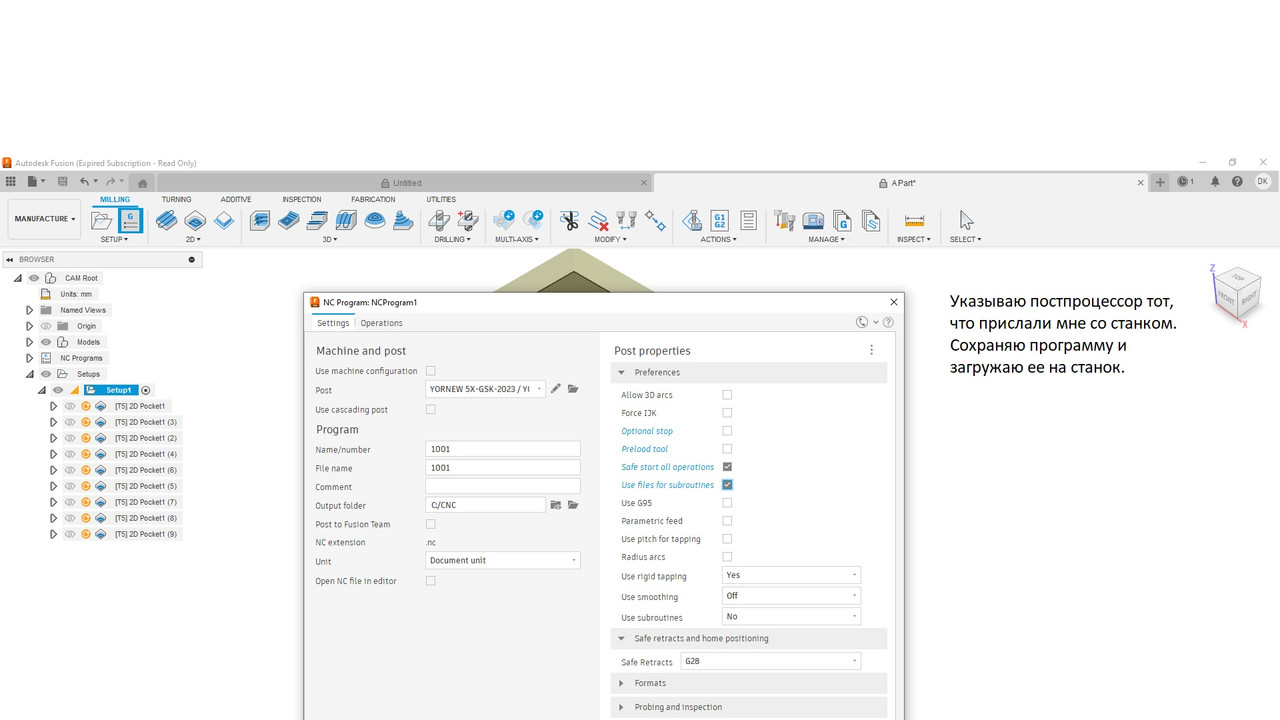
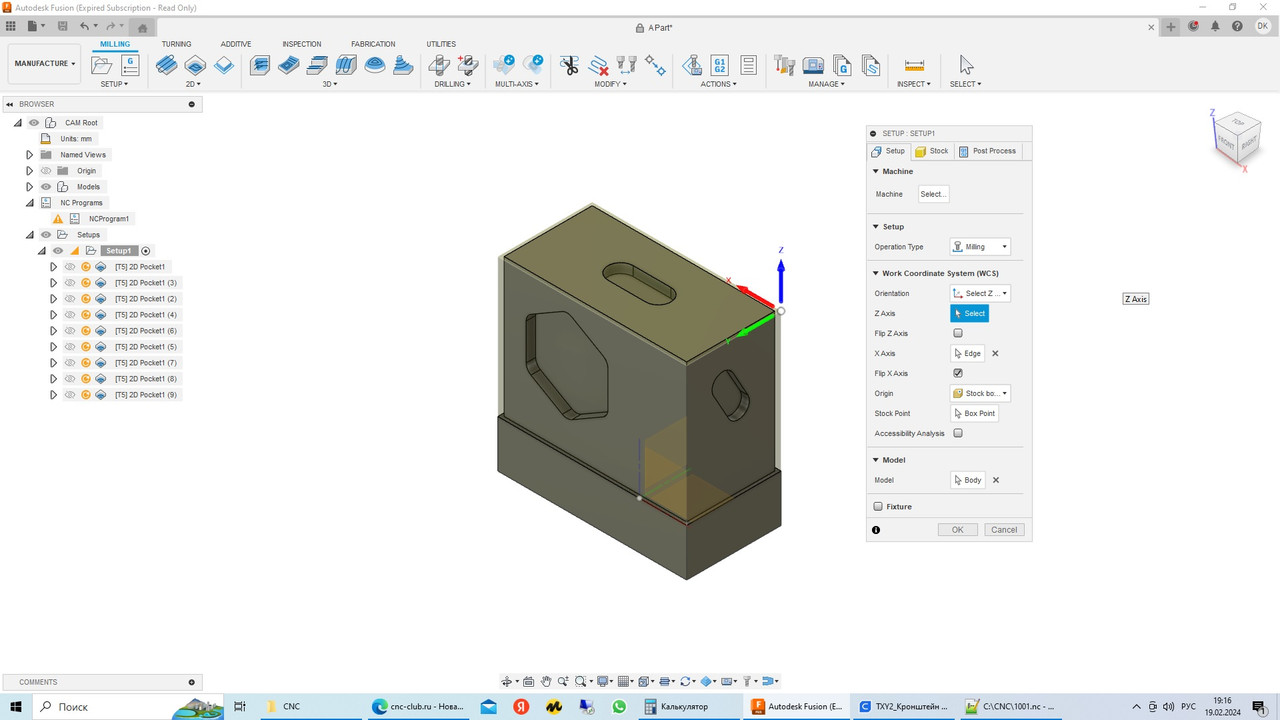
Станок достался от коллег. Я, совсем ни разу не специалист ЧПУ. Станок новый - стоял пылился. Пытаюсь запустить, вырезав из заготовки, которая шла в комплекте, деталь по программе, которая была в комплекте. Программа для Фьюжен 360 и постпроцессор китайцы прислали.
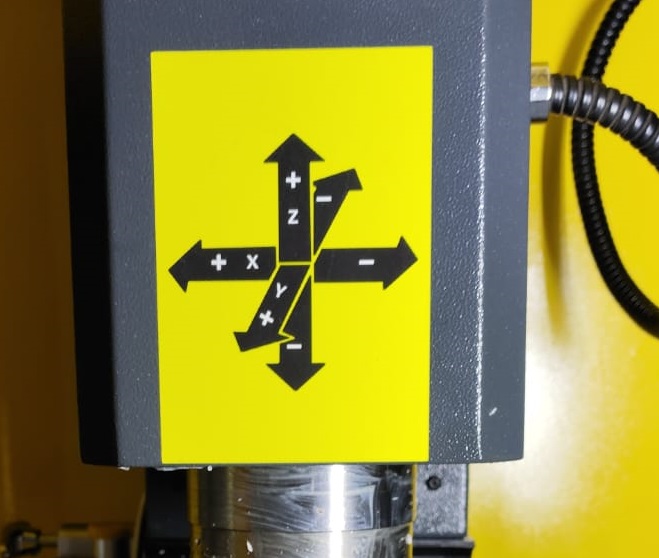
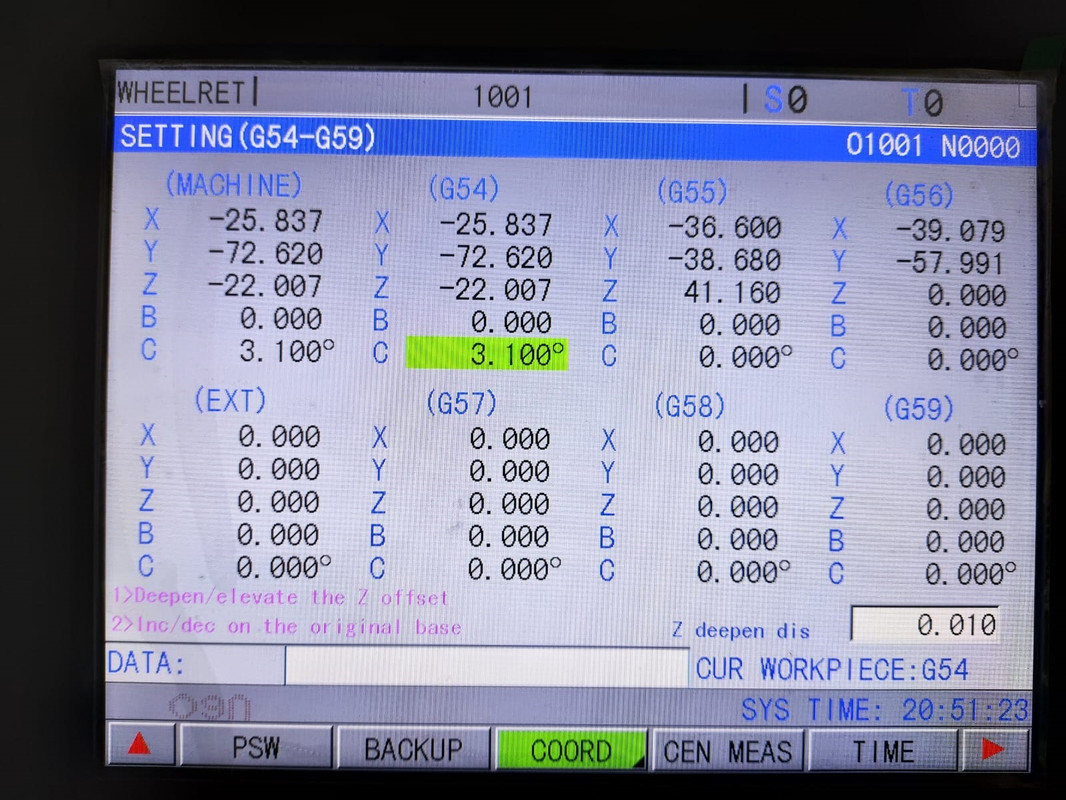
Мои действия: включил станок, выставил "0" по осям, загрузил программу с флешки на станок, подвожу фрезу, максимально близко, к точке, которая указана в программе как начало координат, нажимаю клавишу EDIT. Координаты обнуляются. Запускаю программу. Z и поворотные оси выходят на свои позиции. Фреза начинает вращаться. Когда доходит до перемещения оси Х - получаю ошибку "0501 1 OVERTRAVEL AlSoftware limit overtravel:+X Solution: Software limit overtravel:+X(Release by Manual or handwheel move to-X)". Понимаю, что дело в чем-то элементарном. Прошу помощи разобраться.
%
O1001
(T5 D=6. CR=0. - FLAT END MILL)
G90 G17 G40 G49 G80
G28 G91 Z0.
G90
G00 B0. C0.
S4000 M03
G54
G00 B-90. C90.
G00 X-2.505 Y2.966 - вот на этой строчке выходит ошибка. Движения по осям X и Y нет.
G43 Z45. H05
Что пробовал:
Что получилось:
Пока ничего
Что не получилось:
Ориентировочный бюджет:
1100000р