Страница 2 из 3
Re: MC-032 Глубокая модернизация под полноценные 5 осей
Добавлено: 03 июл 2022, 00:16
texnodynamics
aftaev писал(а): ↑03 июл 2022, 00:07
texnodynamics писал(а): ↑
Прошу знатоков высказать свои мысли по поводу необходимого метода фрезерования и целесообразности замены шпинделя!
Обороты шпинделя зависят от обрабатываемых материалов, и диаметра фрез. Одно дело обрабатывать какой нибудь инконель, и другое дело обработка алюмяхи.
Есть калькуляторы режимов, по ним можно прикинуть обороты.
Спасибо!
В том то и проблема что точного понимания по режимам обработки еще нет( целевой материал - преимущественно нержавеющая сталь, но терять возможность обработки более мягких материалов, того же алюминия или дюрали не хотелось бы. по фрезам тоже полный разброс, изделия сложной формы (импеллеры) и насколько я понимаю там огромный разброс по диметрам и типам инструмента, от "черновой" выборки каналов крупным диаметром до кромок и галтелей с диметром фрезы пару мм.
Есть какие либо общие закономерности? ну например с увеличением скорости уменьшается диметр инструмента и наоборот или например малые обороты для стали, большие для цветнины, или еще что то в этом роде?
Re: MC-032 Глубокая модернизация под полноценные 5 осей
Добавлено: 03 июл 2022, 00:55
alex_sar
Со шпинделем 4000 оборотов условно потеряете только возможность работать мелкими фрезами-сверлами, до миллиметра например. Вот если фреза пара миллиметров как написано - это уже не очень...
С люминием обычными фрезами допустим 6мм никаких проблем не будет.
Для особо точных работ скорость ни к чему.
Должна соблюдаться скорость резания (обороты-диаметр фрезы) и определенная подача на зуб.
Ответ на все вопросы можете найти здесь -
https://fswizard.com/
Re: MC-032 Глубокая модернизация под полноценные 5 осей
Добавлено: 03 июл 2022, 14:22
texnodynamics
alex_sar писал(а): ↑03 июл 2022, 00:55
Со шпинделем 4000 оборотов условно потеряете только возможность работать мелкими фрезами-сверлами, до миллиметра например. Вот если фреза пара миллиметров как написано - это уже не очень...
С люминием обычными фрезами допустим 6мм никаких проблем не будет.
Для особо точных работ скорость ни к чему.
Должна соблюдаться скорость резания (обороты-диаметр фрезы) и определенная подача на зуб.
Ответ на все вопросы можете найти здесь -
https://fswizard.com/
Спасибо!
Работа с малыми диметрами фрез все же тоже важна, так основное направления ради которого строится станок - изготовление импеллеров. Видимо все таки придется рассматривать вопрос замены шпинделя.
Какой подход в данном случае лучше выбрать?
Насколько я понимаю обороты шпинделя ограничиваются в основном его подшипниками? То есть просто заменой электродвигателя на более оборотистый тут не обойтись?
Сейчас пока вижу два пути решения данного вопроса:
1. Создание шпиндельного узла собственной конструкции, то есть покупка заводского картриджа шпинделя, например вот:
.jpg (57.36 КБ) 1499 просмотров")
- Шпиндель картридж Doosan BT40 12000rpm
и более оборотистого электродвигателя, далее уже под них проектирование корпуса и зубчатой передачи.
Из плюсов данного решения вижу сохранение высокого крутящего момента и возможность сделать несколько передач для регулировки частоты вращения шпинделя.
2. использовать заводской шпиндель-мотор, например что то такое :
 1499 просмотров")
- Шпиндель-мотор ET170-40-10-14
Тут немного смущает низкий крутящий момент, биение в пол стоки и сомнительная надежность этого чуда китайской инженерной мысли(
Но гораздо проще и удобнее в монтаже, плюс куча фишек типа поддержания избыточного давления в корпусе, обдува при смене инсрумента, встроенного энкодера и датчика наличия инструмента и еще много чего по мелочи.
Насколько я понимаю про например нарезание резьбы или работу с инструментом большого диметра тут можно забыть? этого тоже очень не хотелось бы(
Оба варианта естественно рассматриваются с сохранением автосмены инструмента.
Подскажите как лучше поступить? может какие либо еще варианты повышения оборотов шпинделя? например замена подшипников в существующем шпиндельном узле?
Re: MC-032 Глубокая модернизация под полноценные 5 осей
Добавлено: 03 июл 2022, 15:11
xenon-alien
texnodynamics писал(а): ↑
Насколько я понимаю про например нарезание резьбы
Резьбу можно и фрезеровать, а не только нарезать. Но если нарезать, то нужен приличный крутящий момент.
Re: MC-032 Глубокая модернизация под полноценные 5 осей
Добавлено: 03 июл 2022, 16:06
texnodynamics
xenon-alien писал(а): ↑03 июл 2022, 15:11
texnodynamics писал(а): ↑
Насколько я понимаю про например нарезание резьбы
Резьбу можно и фрезеровать, а не только нарезать. Но если нарезать, то нужен приличный крутящий момент.
Спасибо! Это в целом то понятно, хочется понять вопрос замены шпинделя более детально. Закономерности уже понятны, тут скорее вопрос практического опыта уже, какой из способов фрезеровки (силовой или скоростной) целесообразнее применять под наши задачи? Исходя из гугла склоняюсь больше к скоростному. Да и в целом вопрос реализуемости и целесообразности замены шпинделя интересует.
Re: MC-032 Глубокая модернизация под полноценные 5 осей
Добавлено: 03 июл 2022, 20:46
xenon-alien
texnodynamics писал(а): ↑
Исходя из гугла склоняюсь больше к скоростному
Значит и подачи и ускорения тоже должны быть на уровне.
Re: MC-032 Глубокая модернизация под полноценные 5 осей
Добавлено: 03 июл 2022, 21:17
aftaev
Физика простая. Или имеем обороты или момент. Чем больше диаметром фреза, тем больше нужен момент и маленькие обороты. Чем меньше фреза, тем больше нужны обороты и меньше момент.
Если взять моторшпиндель на 24000 об, он хорошо будет обрабатывать Ал, но нержу будет грызть хуже, так как на низких оборотах будет момент падать у такого шпинделя. Если конечно шпиндель на 15-30квт не купить

Если взять моторшпиндель до 8000 об, то на малых оборотах у него будет больше момент.
Связано это с кол-вом полюсов электромоторов
У меня на ОЦ шпиндель на 6000 об 11квт. Больше 4000 на нем не работаю. Работаем чаще со сталями, нежели с цветниной.
Все связанно со скоростью резания.
Для нержи Vc 100-150
Для Ала может под 1000 доходить.
Есть такое
https://www.walter-tools.com/en-gb/pres ... fault.aspx Вбиваешь данные, он показывает какие обороты нужны.
Для фрезы ф1мм и Vc 150 нужны 47000 об/мин
Для фрезы ф3мм и Vc 150 нужны 16000 об/мин
Для фрезы ф6мм и Vc 150 нужны 8000 об/мин
Для фрезы ф12мм и Vc 150 нужны 4000 об/мин
Для фрезы ф80мм и Vc 150 нужны 600 об/мин
Имея низкооборотистый шпиндель, можно увеличить его обороты приспособами
viewtopic.php?p=582959#p582959
viewtopic.php?p=549304#p549304
viewtopic.php?p=633944#p633944
Я бы под твою задачу хотел иметь шпиндель до 12000 об/мин и от 15квт
Re: MC-032 Глубокая модернизация под полноценные 5 осей
Добавлено: 03 июл 2022, 22:07
alex_sar
для скоростного фрезерования и станок должен быть быстрый. что не очень то совместимо с ластохвостами.
мне больше по душе условно "силовое" большой фрезой на низких оборотах. и стружка не летит и с сож можно спокойно работать (от быстрого шпинделя всё будет в брызгах вокруг).
Вешал шпиндель 100мм 24000 оборотов рядом с основным. Тоже вариант. Ободрать большой фрезой, потом дорабатывать мелкой.
Re: MC-032 Глубокая модернизация под полноценные 5 осей
Добавлено: 03 июл 2022, 22:59
MGG
Можно быстрый и более менее моментный, к примеру 24к и 20квт, но там бюджет ещё одного такого станка и они нежные, любой въезд и шпиндос под замену. 10-12к оборотов самое оптимальное цена качество выхлоп.
Re: MC-032 Глубокая модернизация под полноценные 5 осей
Добавлено: 03 июл 2022, 23:11
texnodynamics
aftaev писал(а): ↑
Для фрезы ф1мм и Vc 150 нужны 47000 об/мин
Для фрезы ф3мм и Vc 150 нужны 16000 об/мин
Вот это уже очень печально(
aftaev писал(а): ↑
Имея низкооборотистый шпиндель, можно увеличить его обороты приспособами
viewtopic.php?p=582959#p582959
viewtopic.php?p=549304#p549304
viewtopic.php?p=633944#p633944
Да видел уже такие приспособления, тут очень смущает размер, допустим ход станка по Z 500 мм, это полный ход, до центра стола там в районе 350-370 мм, пусть 200-250 из них размер данного приспособления( вот и получаем станок с рабочим ходом 100 мм( плюсом еще очень не хотелось бы терять автосмену инструмента, изделия планируются сложные и набор инструментов думаю необходим солидный.
xenon-alien писал(а): ↑
Значит и подачи и ускорения тоже должны быть на уровне
Тут насколько я понимаю все должно быть на уровне, все привода же заменены на Сименс, там огромный прирост и по мощности и по моменту. Не помню сейчас на память точных цифр, но образно говоря родные привода Динамо-сливен имеют максимальную частоту вращения 1000 об/мин и момент вроде около 50 НМ на этой частоте, тогда как взятый на замену Сименс выдает эти 50 НМ на частоте около 200 об/мин, а на 1000 оборотов там момент уже за 200, да плюс максимальная частота вращения толи 2000 толи 2500 об/мин у приводов Сименс. Это я по большим осям привел, с приводами на поворотных осях примерно тоже самое.
Цифры примерные, если кому интересно могу выложить графики по старым новым приводам, это уже анализировал .
Так что запас по ускорению и скорости получается огромный!
alex_sar писал(а): ↑
. что не очень то совместимо с ластохвостами.
Вот это действительно беспокоит гораздо больше нежели возможности приводов. А какие тогда направляющие нужны?
На станке не ласточкин хвост, не знаю как правильно называется, вот эскиз:
Как понимаю принцип тот-же - направляющие скольжения.
Какие нужны скорости подач для нормального скоростного фрезерования?
С завода станок выдает 4000 мм/мин.
MGG писал(а):
10-12к оборотов самое оптимальное цена качество выхлоп.
Да, мне сейчас уже такой вариант тоже кажется наиболее оптимальным. Вопрос только хватит ли моторшпинделя? или придется городить Франкенштейна из картриджа шпинделя и отдельного мотора.
Все больше склоняюсь к чему то подобному:
https://www.et-rus.ru/14-1571/
14 кВт и 10000 обм/мин, вроде самое то получается.
Re: MC-032 Глубокая модернизация под полноценные 5 осей
Добавлено: 03 июл 2022, 23:19
MGG
Если брать мотор шпиндель, то уже с энкодером и всеми плюшками, по ссылке все же гравировальный даже в китайской классификации. Ет рус конечно прикручивает на хан ки три конца, но чуть дороже уже можно смотреть, что-то полноценное, Тайвань cells пару лет назад встал в миллион с копейками плюс частотник именно для станка, плюс гидростанция, плюс холодильник. Там было 15квт и 24 000 оборотов, но в них проблема самая большая одна, они нежные по сравнению с приводными.
По скольжению, насколько мне известно если накладки ставить современные и масло подачу дорабатывать, то можно смело до 10 гнать, современные на скольжении, что видел своими глазами 24м/м
Re: MC-032 Глубокая модернизация под полноценные 5 осей
Добавлено: 03 июл 2022, 23:27
texnodynamics
MGG писал(а): ↑
то уже с энкодером и всеми плюшками, по ссылке все же гравировальный даже в китайской классификации
Да, это просто как пример, понятно что вопрос выбора будет очень детально прорабатываться.
Главное понять устроит ли именно моторшпиндель наши потребности, уже очень смущает момент 13НМ.
MGG писал(а): ↑
Тайвань cells пару лет назад встал в миллион с копейками
Можно ссылки или хотя бы направление куда копать? Курс сейчас весьма лояльный и думаю еще немного снизится в ближайшее время, так что и подешевле можно будет притащить.
MGG писал(а): ↑
плюс частотник именно для станка
А что это за частотник такой? У меня уже несколько лет лежит частоник Сименс трехфазный, на 18 кВт вроде, тут думал его его использовать если всеже брать моторшпиндель.
MGG писал(а): ↑
они нежные по сравнению с приводными
Ну так ломать станок и не планировалось) А если серьезно то тут вопрос именно в поломке в случае сбоя или в целом про ресурс?
Re: MC-032 Глубокая модернизация под полноценные 5 осей
Добавлено: 04 июл 2022, 09:10
aftaev
texnodynamics писал(а): ↑
тогда как взятый на замену Сименс выдает эти 50 НМ на частоте около 200 об/мин, а на 1000 оборотов там момент уже за 200,
Серва в 200Нм выдает? Надо писать цифры не по графикам, а номинальные обороты и номинальный момент. Его часто пишут на шильде мотора.
texnodynamics писал(а): ↑
Вот это действительно беспокоит гораздо больше нежели возможности приводов. А какие тогда направляющие нужны?
Не скольжения нужны, а качения.
texnodynamics писал(а): ↑
Да, мне сейчас уже такой вариант тоже кажется наиболее оптимальным. Вопрос только хватит ли моторшпинделя? или придется городить Франкенштейна из картриджа шпинделя и отдельного мотора.
Чтобы понять какие обороты, подачи нужны. Делается все намного проще. Есть же у тебя кто пишет программы для станков.
Берешь одну программу и смотришь каким инструментом он там обрабатывает, на каких оборотах шпинделя и какие подачи для этого нужны.
В программе будет M3 S5000, вот 5000 это обороты шпинделя.
Потом находишь в программе букофку F с самым большим числом. Будет примерно так F2500.
Значит для этой программы и материала нужна макс. скорость подачи 2500мм/мин. Берешь свои сервы у них номинальные обороты, допустим 2000 х шаг ШВП = макс. скорость оси станка.
Re: MC-032 Глубокая модернизация под полноценные 5 осей
Добавлено: 04 июл 2022, 09:12
aftaev
texnodynamics писал(а): ↑
А что это за частотник такой? У меня уже несколько лет лежит частоник Сименс трехфазный, на 18 кВт вроде, тут думал его его использовать если всеже брать моторшпиндель.
частоник Сименс ни о чем не говорит. У Сименса куча моделей частотников, и не все подойдут.
Re: MC-032 Глубокая модернизация под полноценные 5 осей
Добавлено: 04 июл 2022, 09:15
aftaev
texnodynamics писал(а): ↑
Ну так ломать станок и не планировалось) А если серьезно то тут вопрос именно в поломке в случае сбоя или в целом про ресурс?
Никто не планирует заезжать шпинделем в деталь. Но это часто случается с новичками. И намного чаще с 5ти осями.
При ударе шпинделем, подшипам приходит белый пушистый зверек. А иногда оправку запрессовывает в шпиндель так, что только лом помогает
Re: MC-032 Глубокая модернизация под полноценные 5 осей
Добавлено: 04 июл 2022, 09:36
mikehv
У меня есть ОЦ chiron. Он на скольжении. Направляющие такие же квадратные как и на мс. Смазка импульсная. По заводу максимальная скорость 10м/мин. На рабочие подачи за глаза. Шпиндель конечно побыстрее надо. Лично мне больше нравится вариант с картриджем и ремнём. 10-12 к, как и говорилось выше, оптимально для такого станка.
Re: MC-032 Глубокая модернизация под полноценные 5 осей
Добавлено: 04 июл 2022, 22:30
texnodynamics
aftaev писал(а): ↑
Берешь одну программу и смотришь каким инструментом он там обрабатывает, на каких оборотах шпинделя и какие подачи для этого нужны.
Спасибо, так и поступлю, программу уже запросил.
aftaev писал(а): ↑
У Сименса куча моделей частотников, и не все подойдут.
На выходных посмотрю точно что за модель, на память вроде Micromaster 440, но точные характеристики не помню.
aftaev писал(а): ↑
При ударе шпинделем, подшипам приходит белый пушистый зверек.
Это именно про моторшпиндель или про картриджи тоже? Точнее понятно что бить не нужно ничего, но прочность картриджа в данном случае выше?
mikehv писал(а): ↑
Лично мне больше нравится вариант с картриджем и ремнём. 10-12 к, как и говорилось выше, оптимально для такого станка.
Сегодня примерно все посчитал, по деньгам примерно то на то и выходит.
Наверное все таки я тоже склоняюсь к такому варианту, ибо насколько я понимаю тут и с надежностью все получше, и компоновку на существующем месте в станке такую проще собрать будет.
Ну и естественно момент намного выше. Вот человек на директлоте продает шпиндель и двигатель к нему:
 1308 просмотров")
- Шпиндель.
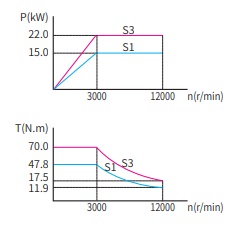
- Характеристики мотора
- изображение_2022-07-04_132928111 (5).jpg (13.19 КБ) 1308 просмотров
]
Тут правда привод прямой через муфту, а не ремень, ну я думаю с ременной передачей цена будет в этих же пределах.
Момент 47,8 против 13 у моторшпинделя той же мощности.
По цене на 150к дешевле чем:
и раза в 2 чем:
MGG писал(а):
Тайвань cells пару лет назад встал в миллион с копейками
Вопрос такой, картриджи есть вертикальные и горизонтальные, абсолютное большинство, включая этот - вертикальные., а мне нужен как раз таки горизонтальный.
Как понимаю тут разница в подшипниках? насколько это критично и как будет себя чувствовать вертикальный картридж при горизонтальной установке?
Re: MC-032 Глубокая модернизация под полноценные 5 осей
Добавлено: 04 июл 2022, 22:37
mikehv
Подшипникам наверняка всё равно как они расположены в пространстве. Может дело в лабиринтных уплотнениях. У меня на Cincinnati переднее уплотнение сделано таким образом, что Сож собирается на внешней шайбе и сливается по каналам . Так вот если его поставить горизонтально, то польëтся в подшипники. Но хз конечно что там у других сделано
Re: MC-032 Глубокая модернизация под полноценные 5 осей
Добавлено: 04 июл 2022, 22:47
texnodynamics
mikehv писал(а): ↑04 июл 2022, 22:37
Подшипникам наверняка всё равно как они расположены в пространстве. Может дело в лабиринтных уплотнениях. У меня на Cincinnati переднее уплотнение сделано таким образом, что Сож собирается на внешней шайбе и сливается по каналам . Так вот если его поставить горизонтально, то польëтся в подшипники. Но хз конечно что там у других сделано
Не знаю в чем уж там разница, но в каталоге прям написано какое расположение шпинделя:
Re: MC-032 Глубокая модернизация под полноценные 5 осей
Добавлено: 06 июл 2022, 11:02
MGG
texnodynamics писал(а): ↑
Ну так ломать станок и не планировалось) А если серьезно то тут вопрос именно в поломке в случае сбоя или в целом про ресурс?
Обычно кривые ручки.
texnodynamics писал(а): ↑
Вопрос такой, картриджи есть вертикальные и горизонтальные, абсолютное большинство, включая этот - вертикальные., а мне нужен как раз таки горизонтальный.
Как понимаю тут разница в подшипниках? насколько это критично и как будет себя чувствовать вертикальный картридж при горизонтальной установке?
Это можно заранее обсудить с поставщиком.
texnodynamics писал(а): ↑
ут правда привод прямой через муфту, а не ремень, ну я думаю с ременной передачей цена будет в этих же пределах.
Момент 47,8 против 13 у моторшпинделя той же мощности.
По цене на 150к дешевле чем:
Прямой привод дороже, но при этом лучше, начиная с того, что меньше мороки с балансировкой.
cells.com.tw про тех, что я говорил.