По подробнее можно, никак не пойму.frezeryga писал(а):опоры для жесткости поскольку они слабое место
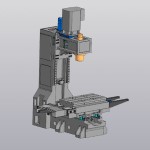
Вертикальный по алюминию 350х200х300
-
tehnic
- Мастер
- Сообщения: 346
- Зарегистрирован: 02 апр 2018, 23:23
- Репутация: 20
- Настоящее имя: Александр
- Контактная информация:
Re: Вертикальный по алюминию 350х200х300
-
xvovanx

- Мастер
- Сообщения: 3653
- Зарегистрирован: 25 фев 2016, 12:27
- Репутация: 899
- Настоящее имя: Владимир
- Откуда: Latvia
- Контактная информация:
Re: Вертикальный по алюминию 350х200х300
Я б в стойках убрал 3 окна, веса сильно не сэкономите, а стойки между окнами хлюпковаты...RNDL писал(а):Расчетов никаких не производил, делал на глаз
-
tehnic
- Мастер
- Сообщения: 346
- Зарегистрирован: 02 апр 2018, 23:23
- Репутация: 20
- Настоящее имя: Александр
- Контактная информация:
Re: Вертикальный по алюминию 350х200х300
Это технологические окна для стягивания колонны со станиной.xvovanx писал(а):Я б в стойках убрал 3 окна, веса сильно не сэкономите, а стойки между окнами хлюпковаты...
-
Dimka

- Мастер
- Сообщения: 1389
- Зарегистрирован: 14 июл 2016, 23:40
- Репутация: 344
- Настоящее имя: Дима
- Откуда: Санкт-Петербург
- Контактная информация:
Re: Вертикальный по алюминию 350х200х300
https://www.hiwin.com/pdf/ballscrews.pdftehnic писал(а):По подробнее можно, никак не пойму.
Страница 32-33.
-
Mamont

- Мастер
- Сообщения: 1966
- Зарегистрирован: 10 дек 2015, 12:21
- Репутация: 383
- Настоящее имя: Виталий
- Откуда: РБ Минск
- Контактная информация:
Re: Вертикальный по алюминию 350х200х300
Без окон можно, если насквозь сверлить стойку и стягивать длинными болтами/шпилькой
-
knifemaker
- Опытный
- Сообщения: 173
- Зарегистрирован: 27 сен 2019, 22:10
- Репутация: 7
- Настоящее имя: алексей юрьевич
- Контактная информация:
Re: Вертикальный по алюминию 350х200х300
можно эти окна сделать не под закручивание накидным гаечным ключом, а под Г-образный шестигранник (т.е. шириной практически с головку винта).
а главное перевенрнуть винты вверх ногами и организовать окна не в колонне, а в основании - там нарастить мяса вокруг окон ничего не помешает.
а главное перевенрнуть винты вверх ногами и организовать окна не в колонне, а в основании - там нарастить мяса вокруг окон ничего не помешает.
-
Dimka
- Мастер
- Сообщения: 1389
- Зарегистрирован: 14 июл 2016, 23:40
- Репутация: 344
- Настоящее имя: Дима
- Откуда: Санкт-Петербург
- Контактная информация:
Re: Вертикальный по алюминию 350х200х300
Эти окна для начала прорисовать подробно надо: учесть литейный радиус, скругление от фрезы после обработки, посмотреть какую площадку для головки винта надо. Может, придётся пересмотреть толщину колонны  ..
..
-
BOdrOFF

- Мастер
- Сообщения: 362
- Зарегистрирован: 26 май 2017, 11:48
- Репутация: 199
- Настоящее имя: Федор Николаевич
- Контактная информация:
Re: Вертикальный по алюминию 350х200х300
Знаем мы ваши потайные отверстия и шахты, потом хрен состыкуешь. Если и буду себе новый тяжелый проект делать, то с нормальными окнами для того чтобы хоть головкой короткой подлезть. А не шахты с болтами. Да и болты тянутся на таких расстояниях.Mamont писал(а):Без окон можно, если насквозь сверлить стойку и стягивать длинными болтами/шпилькой
Фрезерные работы на заказ, примеры: https://vk.com/fmashines
Небольшой канал по созданию станка: https://www.youtube.com/channel/UC0JOyV ... subscriber
Небольшой канал по созданию станка: https://www.youtube.com/channel/UC0JOyV ... subscriber
-
RNDL
- Опытный
- Сообщения: 176
- Зарегистрирован: 06 июн 2018, 18:29
- Репутация: 66
- Контактная информация:
Re: Вертикальный по алюминию 350х200х300
Не могу определиться с двигателем на шпиндель. Для смены инструмента необходимо позиционирование шпинделя, значит нужен сервопривод. Но сможет ли он крутить 8000 оборотов? На сайтах пишут 3000 оборотов.
Ещё по осям: на Y и Z думаю сервы 750Вт 2,4Нм с фланцем 80мм, винты 2505. На Х 400Вт 1,3 Нм с фланцем 60мм, винт 2005. Выбирал скорее из того, что поместится. Достаточно ли будет их для обработки?
Примерные режимы по дюрали: фреза 10мм 3 зубая, глубина съёма 2мм, 50% от фрезы на сторону, 8000 оборотов, подача 1200мм/мин
Ещё по осям: на Y и Z думаю сервы 750Вт 2,4Нм с фланцем 80мм, винты 2505. На Х 400Вт 1,3 Нм с фланцем 60мм, винт 2005. Выбирал скорее из того, что поместится. Достаточно ли будет их для обработки?
Примерные режимы по дюрали: фреза 10мм 3 зубая, глубина съёма 2мм, 50% от фрезы на сторону, 8000 оборотов, подача 1200мм/мин
-
sima8520

- Почётный участник

- Сообщения: 4502
- Зарегистрирован: 24 ноя 2016, 23:35
- Репутация: 1616
- Настоящее имя: Илья
- Откуда: Беларусь, Гомель
- Контактная информация:
Re: Вертикальный по алюминию 350х200х300
С такими режимами может и по проще станок справится)) вашей комплектухи хватит на большее
-
Mamont
- Мастер
- Сообщения: 1966
- Зарегистрирован: 10 дек 2015, 12:21
- Репутация: 383
- Настоящее имя: Виталий
- Откуда: РБ Минск
- Контактная информация:
Re: Вертикальный по алюминию 350х200х300
Станок, который недавно делал, на винтах 2505 . Так вот потери на страгивании винта составляют около 1нм, большая часть которого приходится на резиновые уплотнение ШВП гайки. Без уплотнений крутится легко и мягко. Одел уплотнения и все, туго-туго.
Примечательно что канавки в резинках сделаны как бы на шаг 2мм, но напихнуты на шаг 5мм, от чего такие трения и возникают. Со временем может притрутся(протрутся)
Но у меня привода - ШД с моментом 8нм, на скоростях подачи до 1000мм/мин по расчету падение момента не должно происходить
Если шпиндель будет малонагруженным (не использовать большие фрезы "сковородки"), можно обойтись и без противопроворотных сухарей. Тогда для автосмены не нужна ориентация шпинделя
Примечательно что канавки в резинках сделаны как бы на шаг 2мм, но напихнуты на шаг 5мм, от чего такие трения и возникают. Со временем может притрутся(протрутся)
Но у меня привода - ШД с моментом 8нм, на скоростях подачи до 1000мм/мин по расчету падение момента не должно происходить
Если шпиндель будет малонагруженным (не использовать большие фрезы "сковородки"), можно обойтись и без противопроворотных сухарей. Тогда для автосмены не нужна ориентация шпинделя
-
Dimka
- Мастер
- Сообщения: 1389
- Зарегистрирован: 14 июл 2016, 23:40
- Репутация: 344
- Настоящее имя: Дима
- Откуда: Санкт-Петербург
- Контактная информация:
Re: Вертикальный по алюминию 350х200х300
Что-то не так значит. У сервы 400 ватт момент 1,27 Нм..)Mamont писал(а): Так вот потери на страгивании винта составляют около 1нм
Лежат в комнате NSK 2505 С5 одинарная гайка с преднатягом - всё легко крутится. Странные уплотнения какие-то. Это самопал?
-
Mamont
- Мастер
- Сообщения: 1966
- Зарегистрирован: 10 дек 2015, 12:21
- Репутация: 383
- Настоящее имя: Виталий
- Откуда: РБ Минск
- Контактная информация:
Re: Вертикальный по алюминию 350х200х300
Не, уплотнения родные. Самопал бы сделал лучшеDimka писал(а):Странные уплотнения какие-то. Это самопал?
Гайка HIWIN R25-5K4-FSCDIN
-
MGG
- Мастер
- Сообщения: 3673
- Зарегистрирован: 08 фев 2016, 16:33
- Репутация: 1010
- Настоящее имя: Манн Геннадий Геннадьевич
- Откуда: Москва
- Контактная информация:
Re: Вертикальный по алюминию 350х200х300
1. Шпиндельная серваRNDL писал(а):Не могу определиться с двигателем на шпиндель. Для смены инструмента необходимо позиционирование шпинделя, значит нужен сервопривод. Но сможет ли он крутить 8000 оборотов? На сайтах пишут 3000 оборотов.
Ещё по осям: на Y и Z думаю сервы 750Вт 2,4Нм с фланцем 80мм, винты 2505. На Х 400Вт 1,3 Нм с фланцем 60мм, винт 2005. Выбирал скорее из того, что поместится. Достаточно ли будет их для обработки?
Примерные режимы по дюрали: фреза 10мм 3 зубая, глубина съёма 2мм, 50% от фрезы на сторону, 8000 оборотов, подача 1200мм/мин
2. Асинхронник с подшами, который вытянет такие обороты +чп с поддержкой энкодера + энкодер.
По деньгам примерно одинаково что то, что это.
http://www.cnc-club.ru/forum/viewtopic. ... 76#p304076 Поставки оборудования для ваших станков
https://www.instagram.com/dtw.moscow/
dtw.moscow@gmail.com
https://www.instagram.com/dtw.moscow/
dtw.moscow@gmail.com
-
Igor1
- Опытный
- Сообщения: 163
- Зарегистрирован: 10 янв 2017, 19:10
- Репутация: 62
- Контактная информация:
Re: Вертикальный по алюминию 350х200х300
Никогда не понимал, почему такие столы делают. Может есть какое-то преимущество, раз на ОЦ такие применяют, но не могу догадаться. Ведь перевёрнутый вариант имеет явное преимущество - стол длиннее. Большой стол - это хорошо, есть возможность зажать большую заготовку, приспособления, да и просто зажимы иногда по размеру больше, чем заготовка. К тому же если перевернуть стол, то в полной мере можно реализовать преимущество этой схемы: теоретически бесконечно длинный стол,
Я при проектировании своего станка по мере обдумывания дважды увеличивал длину стола. Посмотрите мой проект, такая же вертикальная схема, у меня станок в 2-3 раза меньше вашего, а обрабатываемое поле почти такое же (по длине стол 500 мм, ход 350 мм).
viewtopic.php?f=146&t=20496&p=536918#p536918
Я при проектировании своего станка по мере обдумывания дважды увеличивал длину стола. Посмотрите мой проект, такая же вертикальная схема, у меня станок в 2-3 раза меньше вашего, а обрабатываемое поле почти такое же (по длине стол 500 мм, ход 350 мм).
viewtopic.php?f=146&t=20496&p=536918#p536918
-
Карабас

- Мастер
- Сообщения: 1862
- Зарегистрирован: 02 мар 2016, 06:53
- Репутация: 690
- Контактная информация:
Re: Вертикальный по алюминию 350х200х300
Седан и грузовик- вроде оба автомобили, а назначение разное. Так и со станками и их конструкцией.
Если на минусы жизни смотреть сквозь поднятый средний палец, то они становятся плюсами.
-
RNDL
- Опытный
- Сообщения: 176
- Зарегистрирован: 06 июн 2018, 18:29
- Репутация: 66
- Контактная информация:
Re: Вертикальный по алюминию 350х200х300
В первом сообщении писал соображения по этому поводу. Я прикидывал такую же схему как у тебя, но у меня ограничение по длине обрабатываемой детали. Плоскости под направляющие могу обработать только 650мм длиной. Получалось что выигрыша нет. Что так что так зона обработки примерно одинакова выходила. Либо существенно сближать каретки на оси Х, чего делать не хотелось. В итоге конечно сократил немного расстояние между каретками, вышло 370мм по Х. Для этого станка вполне достаточно. А для бОльших деталей есть ОЦ.Igor1 писал(а):Никогда не понимал, почему такие столы делают
-
Igor1
- Опытный
- Сообщения: 163
- Зарегистрирован: 10 янв 2017, 19:10
- Репутация: 62
- Контактная информация:
Re: Вертикальный по алюминию 350х200х300
И длина рельс и длина обрабатываемых поверхностях в обоих случаях одинакова!RNDL писал(а):В первом сообщении писал соображения по этому поводу. Я прикидывал такую же схему как у тебя, но у меня ограничение по длине обрабатываемой детали. Плоскости под направляющие могу обработать только 650мм длиной. Получалось что выигрыша нет. Что так что так зона обработки примерно одинакова выходила. Либо существенно сближать каретки на оси Х, чего делать не хотелось. В итоге конечно сократил немного расстояние между каретками, вышло 370мм по Х. Для этого станка вполне достаточно. А для бОльших деталей есть ОЦ.Igor1 писал(а):Никогда не понимал, почему такие столы делают
Просто у меня длинный стол 500 мм, на который можно разместить длинную деталь, а у вас маленький стол 350 мм, на которой не поместится длинная деталь, а ходы стола одинаковые - 350 мм. Мне кажется, места и ходов всегда будет не хватать.
Почему то советские фрезерные станки никогда не делали по вашей схеме, всегда длинный стол был сверху.
-
hmnijp

- Мастер
- Сообщения: 1719
- Зарегистрирован: 20 авг 2017, 15:02
- Репутация: 526
- Настоящее имя: Константин
- Откуда: Ульяновск
- Контактная информация:
Re: Вертикальный по алюминию 350х200х300
Зато все координатно расточные, которые на роликах, а не на ластах, поголовно на такой схеме... хотя у них прижима нет нормального... или те-же советские ОЦ... Или 676ой, хотя он немного другой... но я не знаток, думаю просто так дешевле было. Но жесткости так объективно меньше, как показывает опыт...Igor1 писал(а):Почему то советские фрезерные станки никогда не делали по вашей схеме, всегда длинный стол был сверху.
-
RNDL
- Опытный
- Сообщения: 176
- Зарегистрирован: 06 июн 2018, 18:29
- Репутация: 66
- Контактная информация:
Re: Вертикальный по алюминию 350х200х300
Где можно глянуть?MGG писал(а):1. Шпиндельная серва