Как это он пружинит? С искривлением и нарушение параллельности осей шкивов?!!
CNC1310 фрезер по металлу (126x88x38)
-
Курдль

- Мастер
- Сообщения: 1990
- Зарегистрирован: 20 мар 2018, 16:55
- Репутация: 259
- Настоящее имя: Курдль Энтеропийский
- Откуда: Msk
- Контактная информация:
Re: CNC1310 фрезер по металлу (126x88x38)
Мой сайт: https://cnc1310.ru
-
Cvazist
- Мастер
- Сообщения: 1083
- Зарегистрирован: 16 окт 2017, 16:07
- Репутация: 85
- Контактная информация:
Re: CNC1310 фрезер по металлу (126x88x38)
Пружинит , а не гнется.
-
Cvazist
- Мастер
- Сообщения: 1083
- Зарегистрирован: 16 окт 2017, 16:07
- Репутация: 85
- Контактная информация:
Re: CNC1310 фрезер по металлу (126x88x38)
При слабой натяжке зубчатый ремень проскакивать не будет , но будет сильно вибрировать и звенеть раздражая окружающих.
-
Курдль
- Мастер
- Сообщения: 1990
- Зарегистрирован: 20 мар 2018, 16:55
- Репутация: 259
- Настоящее имя: Курдль Энтеропийский
- Откуда: Msk
- Контактная информация:
Re: CNC1310 фрезер по металлу (126x88x38)
Что за программки?
Есть специальная формула для ремней GT2?
Расстояние выбиралось путем заталкивания между корпусами мотора и шпинделя предметов определенной толщины и замеров.
Но я не придавал значения десятым миллиметра.
Мой сайт: https://cnc1310.ru
-
nevkon
- Почётный участник

- Сообщения: 2391
- Зарегистрирован: 17 июл 2015, 10:25
- Репутация: 302
- Настоящее имя: Константин
- Откуда: Балаково (Саратовская обл.)
- Контактная информация:
Re: CNC1310 фрезер по металлу (126x88x38)
Как вариант натянуть можно одетые шкивы на валы - тогда натягивать ремень не придется через борта. Только бонки предварительно выкрутить и закрутить уже по месту.
Но систему натяжения считаю все-же нужно - ремень растягивается не сразу, а в процессе эксплуатации, к тому же заказанные 2 ремня в разное время могут иметь незначительное расхождение по длине, но в итоге один будет не натянуть, а другой будет болтаться.
Но систему натяжения считаю все-же нужно - ремень растягивается не сразу, а в процессе эксплуатации, к тому же заказанные 2 ремня в разное время могут иметь незначительное расхождение по длине, но в итоге один будет не натянуть, а другой будет болтаться.
-
Курдль
- Мастер
- Сообщения: 1990
- Зарегистрирован: 20 мар 2018, 16:55
- Репутация: 259
- Настоящее имя: Курдль Энтеропийский
- Откуда: Msk
- Контактная информация:
Re: CNC1310 фрезер по металлу (126x88x38)
Натянуть-то я могу разными способами. В том числе разомкнув кронштейн. Но при надетом ремне он не удерживает корпус двигателя настолько жестко, чтобы тот не наклонился под силой натяжения.nevkon писал(а): ↑12 авг 2022, 09:50 Как вариант натянуть можно одетые шкивы на валы - тогда натягивать ремень не придется через борта. Только бонки предварительно выкрутить и закрутить уже по месту.
Но систему натяжения считаю все-же нужно - ремень растягивается не сразу, а в процессе эксплуатации, к тому же заказанные 2 ремня в разное время могут иметь незначительное расхождение по длине, но в итоге один будет не натянуть, а другой будет болтаться.
Спасибо за совет. Я заказал холостой шкив на подшипниках, а пока буду проектировать эксцентриковую систему натяжения к нему.
Мой сайт: https://cnc1310.ru
-
Ikki
- Новичок
- Сообщения: 15
- Зарегистрирован: 14 дек 2021, 16:00
- Репутация: 2
- Настоящее имя: Dmitriy
- Контактная информация:
Re: CNC1310 фрезер по металлу (126x88x38)
Из тех что мне удалось найти и запустить - ContiTech Suite. По числу зубов и типу ремня считает расстояние между центрами для их ряда замкнутых ремней. Точно есть HTD 3 и 5. Точность выдает до сотых, думаю до десятых надо выдерживать размер. Для CT2 не искал, как-то было не надо. Скорее всего что-то должно быть, может у других производителей.
По факту там чистая геометрия. Можно в любом CAD набросать диаметры шкивов и по касательной соединить, считаем длину фигуры - и вот он наш размер. Тонкость только в том, какой диаметр шкива брать. Надо тот при котором количество зубов укладывается в шаг. Это не меряется, надо считать.
-
Курдль
- Мастер
- Сообщения: 1990
- Зарегистрирован: 20 мар 2018, 16:55
- Репутация: 259
- Настоящее имя: Курдль Энтеропийский
- Откуда: Msk
- Контактная информация:
Re: CNC1310 фрезер по металлу (126x88x38)
Да я как-то не сподобился написать про это статью.
А Вы хотите именно для этого станка 4-ю ось?
Мой сайт: https://cnc1310.ru
-
Ikki
- Новичок
- Сообщения: 15
- Зарегистрирован: 14 дек 2021, 16:00
- Репутация: 2
- Настоящее имя: Dmitriy
- Контактная информация:
Re: CNC1310 фрезер по металлу (126x88x38)
У меня есть некоторое количество задумок, в реализации которых 4я ось очень бы помогла.
Этого малыша я бы использовал как тренажер для экспериментов и отладки УП.
Хотя это на некоторую перспективу. Пока я на своем сделал датчики нуля и застрял на системе охлаждения драйверов. Они горячие как утюг даже когда станок просто стоит в ожидании. Надо радиатор получше и побольше сделать, но пока руки не доходят.
-
Курдль
- Мастер
- Сообщения: 1990
- Зарегистрирован: 20 мар 2018, 16:55
- Репутация: 259
- Настоящее имя: Курдль Энтеропийский
- Откуда: Msk
- Контактная информация:
Re: CNC1310 фрезер по металлу (126x88x38)
Чтобы использовать этого "малыша" для фрезерования на поворотной оси, необходимо будет сделать множество доработок.
Я сейчас опишу каких именно, а Вы оцените, нужно ли это всё Вам
Поворотная ось сулит множество полезных возможностей. И логично предположить, что в продаже масса предложений на эту тему.
Т.к. станок маленький, хотелось найти к нему подходящий вариант. Вот самый малый, что я нашел:
Так что я сразу отмёл это решение и стал присматриваться к альтернативным. Например, к использованию планетарного редуктора в качестве шпинделя поворотной оси. Только надо понимать, что такой редуктор должен быть весьма хорошего качества: без люфтов в подшипниках и самом редукторе. Передаточное число желательно не менее 10:1. Не потому, что ШД не потянет, а т.к. в таком наверняка зубья шестеренок гораздо меньше и люфт соответственно тоже. И вот я нашел такой: https://aliexpress.ru/item/1005003499502668.html
Понятно, что токарный патрон, даже самый маленький, все равно не всунуть. Тогда я предположил, что т.к. металлы вряд ли этому устройству по зубам, кроме малых диаметров, а для дерева и пластика можно использовать план-шайбы, надетые непосредственно на вал редуктора.
Для малых диаметров подойдет хоть сверлильный патрон, хоть ER11 с набором разнообразных цанг (которые у меня и так есть).
Вот задумка:
Для того, чтобы увеличить допустимый диаметр заготовок, я поднял "портал" на 20 мм выше, отказавшись от крепежа нижним рядом болтов.
Ну и для обеспечения оптимального расположения шпинделя над заготовкой, я использовал альтернативный кронштейн шпинделя и модифицированную нижнюю пластину суппорта.
Если еще не остыли, продолжу.
Стандартный Grbl-контроллер обеспечивает только 3 оси. Значит нужно его менять.
Либо на Grbl MEGA 5X, либо на Mach3-совместимый. Я выбрал 2-й путь, но до сих пор не уверен в его правильности.
Я недооценивал преимущества нативного контроллера. А ведь он на маленькой платке имел и мозг (Ардуино) и драйверы ШД и силовые ключи для исполнительных механизмов, а также DC-DC преобразователи напряжения.
Теперь у моего станка вместо маленькой платы на спине такой вот ящик:
Не рекомендую применять ArtCam, т.к. он не дает полноценной работы по 4-м осям.
Мой сайт: https://cnc1310.ru
-
Ikki
- Новичок
- Сообщения: 15
- Зарегистрирован: 14 дек 2021, 16:00
- Репутация: 2
- Настоящее имя: Dmitriy
- Контактная информация:
Re: CNC1310 фрезер по металлу (126x88x38)
Ок. Понял. А пост из солидкама в мач для 4 осей нашелся или самостоятельно сделан?
Полностью повторять скорее всего не буду. У меня есть мысль сделать рабочее пространство чуть выше, поэтому очень рассчитываю впихнуть голову с 50мм патроном. Был в раздумьях городить свой редуктор на ремнях или купить планетарный и тут чужой опыт всегда полезен.
Как управлялку хочу таки попробовать 4х осевую GRBL, их сейчас есть некоторое количество.
Думаю такие плиты замутить, будет добавка высоты около 40мм.

-
Курдль
- Мастер
- Сообщения: 1990
- Зарегистрирован: 20 мар 2018, 16:55
- Репутация: 259
- Настоящее имя: Курдль Энтеропийский
- Откуда: Msk
- Контактная информация:
Re: CNC1310 фрезер по металлу (126x88x38)
Нашелся на этом же форуме.
Я не знаю, как поведет себя планетарный редуктор со временем и не возникнет ли на нем износ и следовательно - люфт.
И, кстати, вал ШД пришлось укоротить, чтобы совместить с внутренней муфтой редуктора.
Это какие?
Мне конструкция типа "дрыгастол" не очень нравится.
Я пришел к выводу, что для работы по металлам станок должен быть не только жестким, но и тяжелым, как весь, так и в отдельных частях.
Так что если бы я делал свой вариант - собрал бы портальную конструкцию. В ней стол (станину) можно сделать сколь угодно тяжелым.
У меня же сейчас в корпусе стола плита 3.5 кг. из свинца.
Мой сайт: https://cnc1310.ru
-
Ikki
- Новичок
- Сообщения: 15
- Зарегистрирован: 14 дек 2021, 16:00
- Репутация: 2
- Настоящее имя: Dmitriy
- Контактная информация:
Re: CNC1310 фрезер по металлу (126x88x38)
ну вот есть.
https://www.sourcerabbit.com/
И у китайцев платы есть которые позиционируются как 4оси GRBL, но информации и описания по ним нету практически.
https://aliexpress.ru/item/100500391295 ... 7492790130
-
Курдль
- Мастер
- Сообщения: 1990
- Зарегистрирован: 20 мар 2018, 16:55
- Репутация: 259
- Настоящее имя: Курдль Энтеропийский
- Откуда: Msk
- Контактная информация:
Re: CNC1310 фрезер по металлу (126x88x38)
Ничего не могу сказать об этом.
Как себя проявил этот синий CBC1310? Как ведут себя рельсы? Не мало ли по одной каретке на каждую рельсу? Люфт не наблюдается?
Мой сайт: https://cnc1310.ru
-
Курдль
- Мастер
- Сообщения: 1990
- Зарегистрирован: 20 мар 2018, 16:55
- Репутация: 259
- Настоящее имя: Курдль Энтеропийский
- Откуда: Msk
- Контактная информация:
Re: CNC1310 фрезер по металлу (126x88x38)
Реализовал я задуманный привод шпинделя.
Крутит нормально, не проскакивает, хотя ремень болтается, как сопля.
Жду доставки ролика для натяжителя.
Крутит нормально, не проскакивает, хотя ремень болтается, как сопля.
Жду доставки ролика для натяжителя.
Мой сайт: https://cnc1310.ru
-
Курдль
- Мастер
- Сообщения: 1990
- Зарегистрирован: 20 мар 2018, 16:55
- Репутация: 259
- Настоящее имя: Курдль Энтеропийский
- Откуда: Msk
- Контактная информация:
Re: CNC1310 фрезер по металлу (126x88x38)
Привет всем!
У меня кризис жанра...
При подключении "пылесосного" моторчика для механического шпинделя, столкнулся с проблемой.
помимо того, что греется мотор, безбожно греются и транзисторы контроллера.
Контроллер давно и успешно работает на благо шпинделя LD42WS-250W и до этого не грелся.
Контроллер вот такой: https://aliexpress.ru/item/1005004133624904.html
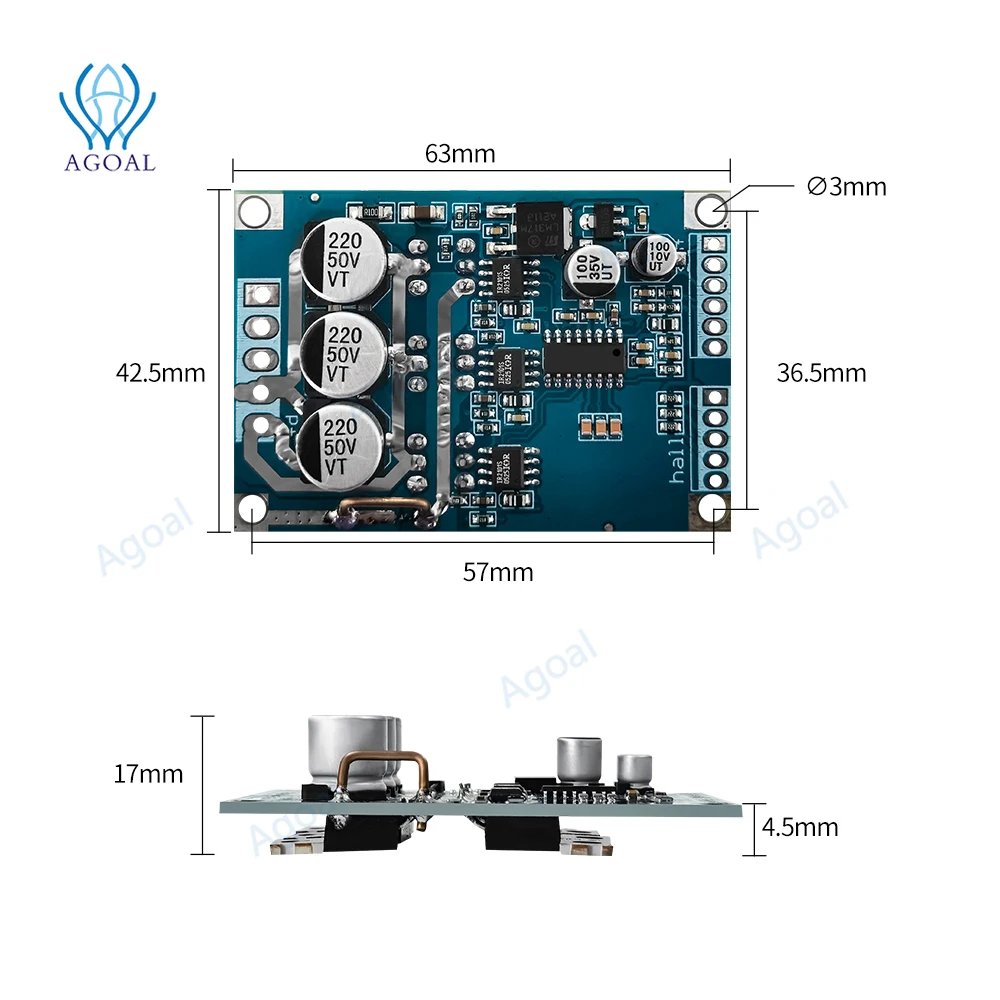
Заявленная мощность 500Вт.
Транзисторы без радиаторов, но раньше меня это не беспокоило.
А вот штатный контроллер:

На нем MOSFET-ы вообще не греются ни на каких оборотах (правда я не гонял моторчик под нагрузкой).
С другой стороны, хоть контроллер для LD42WS-250W и 500-ваттный по паспорту, реальный ток шпинделя на холостом ходу ~ 1А (под нагрузкой типа упереть деревяшку в цилиндрическую часть патрона и давить до запаха гари ~ 3А). При напряжении 24В это соответственно 24Вт и 72Вт, а никак не 500Вт. Как себя должны повести транзисторы при 10А мне неизвестно.
Однако они греются за 2 минуты до 70*, когда подключен "пылесос" на холостом ходу, при этом потребляемый ток на входе контроллера ~1А и не греются вообще при подключенном LD42WS-250W, когда ток также равен ~1А.
Почему контроллер ведет себя так по-разному?
Моторы одинакового типа - вентильные (BLDC + Hall).
У них не сказать, чтобы сильно отличалось активное сопротивление обмоток (сейчас не помню точно, где-то на 25% у "пылесоса" ниже). Индуктивное?..
Вот ссылка на снятые мной осциллограммы того и другого контроллера: viewtopic.php?p=629926#p629926
Что посоветует мне благородное сообщество?
Есть 2 варианта:
1. Поставить на контроллер от LD42WS-250W мощные радиаторы на транзисторы и получить возможность подключать по ситуации различные шпиндели к одному контроллеру.
2. Вернуть моторчику от пылесоса его штатный контролер, но получить геморрой с его размещением рядом со шпинделем, а также потерять возможность программного управления частотой вращения шпинделя.
У меня кризис жанра...
При подключении "пылесосного" моторчика для механического шпинделя, столкнулся с проблемой.
А жаль, что у меня не нашлось времени погонять часа 2 систему, чтобы выявить её проблемы. А они таки выявились:Курдль писал(а): ↑ Испытано: можно. Заработал от моего универсального ящика. Причем я изменил направление вращения, поменяв местами фазы и поменяв местами провода датчиков.
Правда не было времени часа 2 погонять его.
Однако на высоких оборотах безбожно греется, несмотря на установленную мной внутрь крыльчатку.
Придется снаружи еще мощный радиатор обеспечивать. На 8400 об/мин почти не греется.
помимо того, что греется мотор, безбожно греются и транзисторы контроллера.
Контроллер давно и успешно работает на благо шпинделя LD42WS-250W и до этого не грелся.
Контроллер вот такой: https://aliexpress.ru/item/1005004133624904.html
Заявленная мощность 500Вт.
Транзисторы без радиаторов, но раньше меня это не беспокоило.
А вот штатный контроллер:
На нем MOSFET-ы вообще не греются ни на каких оборотах (правда я не гонял моторчик под нагрузкой).
С другой стороны, хоть контроллер для LD42WS-250W и 500-ваттный по паспорту, реальный ток шпинделя на холостом ходу ~ 1А (под нагрузкой типа упереть деревяшку в цилиндрическую часть патрона и давить до запаха гари ~ 3А). При напряжении 24В это соответственно 24Вт и 72Вт, а никак не 500Вт. Как себя должны повести транзисторы при 10А мне неизвестно.
Однако они греются за 2 минуты до 70*, когда подключен "пылесос" на холостом ходу, при этом потребляемый ток на входе контроллера ~1А и не греются вообще при подключенном LD42WS-250W, когда ток также равен ~1А.
Почему контроллер ведет себя так по-разному?
Моторы одинакового типа - вентильные (BLDC + Hall).
У них не сказать, чтобы сильно отличалось активное сопротивление обмоток (сейчас не помню точно, где-то на 25% у "пылесоса" ниже). Индуктивное?..
Вот ссылка на снятые мной осциллограммы того и другого контроллера: viewtopic.php?p=629926#p629926
Что посоветует мне благородное сообщество?
Есть 2 варианта:
1. Поставить на контроллер от LD42WS-250W мощные радиаторы на транзисторы и получить возможность подключать по ситуации различные шпиндели к одному контроллеру.
2. Вернуть моторчику от пылесоса его штатный контролер, но получить геморрой с его размещением рядом со шпинделем, а также потерять возможность программного управления частотой вращения шпинделя.
Мой сайт: https://cnc1310.ru
-
nevkon
- Почётный участник
- Сообщения: 2391
- Зарегистрирован: 17 июл 2015, 10:25
- Репутация: 302
- Настоящее имя: Константин
- Откуда: Балаково (Саратовская обл.)
- Контактная информация:
Re: CNC1310 фрезер по металлу (126x88x38)
Может датчики расположены иначе? Я про то что они могут иметь другой угол. В результате контроллер может видеть неправильное положение ротора.
-
Курдль
- Мастер
- Сообщения: 1990
- Зарегистрирован: 20 мар 2018, 16:55
- Репутация: 259
- Настоящее имя: Курдль Энтеропийский
- Откуда: Msk
- Контактная информация:
Re: CNC1310 фрезер по металлу (126x88x38)
Шта?
Это как опережение зажигания в ДВС?
Не думаю. Скорее всего датчики Холла в вентильных двигателях всегда выставлены в единственно возможном оптимальным положении, как коллектор двигателя постоянного тока.
Зато вот, что меня озадачило (любознательным и дотошным на заметку): меняя местами провода от датчиков (я искал правильное сочетание для пуска мотора в обратную сторону) я нашел две комбинации, при которых двигатель вращается в нужную сторону. При одной комбинации двигатель набирает бОльшие обороты и жрет меньше амперов, при другой, соответственно, наоборот.
Мой сайт: https://cnc1310.ru