глянь в ютубчике про 2.2 и сталь, можно конечно, только внимательно про режимы послушай, вдруг не будет устраивать.. хотя мелкими фрезами, и если хорошее охлаждение ему сделать, то шо ему будет-то. оборотиков бы я ему меньше 12 не давал, лучше около 18, каталожные режимы резания придется забыть, и работать по наитию)Besprizornik писал(а): ↑04 янв 2024, 23:30Ну это можно сказать вечность. Мне например нуна чистого времени фрезерования на деталь 25 секунд фрезкой 4мм при 9-12к оборотов. В год наверное 200 деталей, не больше. Станок МС12-250... То есть можно брать деревянный 2,2/24к его впритык хватает по моменту и не переживать? Сож отсекается легко накладным кольцом на торец с поддувом воздуха
Совет по шпинделю для стали.
-
otgibaet
- Новичок
- Сообщения: 11
- Зарегистрирован: 02 ноя 2023, 17:57
- Репутация: 0
- Контактная информация:
Re: Совет по шпинделю для стали.
-
Besprizornik
- Мастер
- Сообщения: 270
- Зарегистрирован: 19 сен 2022, 15:05
- Репутация: 5
- Настоящее имя: Василий
- Контактная информация:
-
копол
- Опытный
- Сообщения: 181
- Зарегистрирован: 19 янв 2018, 22:57
- Репутация: 3
- Настоящее имя: саша
- Контактная информация:
Re: Совет по шпинделю для стали.
про асинхронные моторы
я в разное время разбирал моторы типа PERSKE ,только не с цанговым валам,
а стандартного исполнения ,под ремни и прочее
ну так вот ,сделано они неплохо . частота может гнатся до 400 гц штатно ,то есть 6к оборотов можно снять
габариты меньше аналогичных аиров
я прямо горел идеей поставить туда радиально упорные подшипники
в общем , натянуть их там нечем .как вышло , собрал дичь биение и люфты . там для гашения продольного люфта стоят пара упорных пружин,
как тарельчатые только сложнее форма . и все , крышки стягиваются сквозь ротор шпильками ,хрень.
только под радиальные подшипники . отличные моторы для привода . это вариант для тяжелого станка
в общем если мутите дешевый качественный шпиндель , с ручной сменой инструмента
ищите пиноль от фрезера ,короткую чтобы не множить вес ,и размеры . от 6р10 например пиноль с 40 конусом
как правило они все размеров от 60 до 150 диаметром и можно найти кронштейн серийный
ему в пару серводвиг асинхронный , желательно . этого тоже можно найти при желании
кста на пиноль можно на хвостовик повесить энкодер
самый легкий вариант который я делал это был шпиндель от рикена и сервак на 2 квт ,и весило это около 30кг
я в разное время разбирал моторы типа PERSKE ,только не с цанговым валам,
а стандартного исполнения ,под ремни и прочее
ну так вот ,сделано они неплохо . частота может гнатся до 400 гц штатно ,то есть 6к оборотов можно снять
габариты меньше аналогичных аиров
я прямо горел идеей поставить туда радиально упорные подшипники
в общем , натянуть их там нечем .как вышло , собрал дичь биение и люфты . там для гашения продольного люфта стоят пара упорных пружин,
как тарельчатые только сложнее форма . и все , крышки стягиваются сквозь ротор шпильками ,хрень.
только под радиальные подшипники . отличные моторы для привода . это вариант для тяжелого станка
в общем если мутите дешевый качественный шпиндель , с ручной сменой инструмента
ищите пиноль от фрезера ,короткую чтобы не множить вес ,и размеры . от 6р10 например пиноль с 40 конусом
как правило они все размеров от 60 до 150 диаметром и можно найти кронштейн серийный
ему в пару серводвиг асинхронный , желательно . этого тоже можно найти при желании
кста на пиноль можно на хвостовик повесить энкодер
самый легкий вариант который я делал это был шпиндель от рикена и сервак на 2 квт ,и весило это около 30кг
- Вложения
-
-
-
ЛеонидЗахаров
- Опытный
- Сообщения: 122
- Зарегистрирован: 30 дек 2023, 19:07
- Репутация: 5
- Контактная информация:
Re: Совет по шпинделю для стали.
https://aliexpress.ru/item/400020606482 ... 30baL3G8I2
Что то частотник к такому шпинделю не могу найти подходящий.
Может тут кто подскажет где искать ?
Что то частотник к такому шпинделю не могу найти подходящий.
Может тут кто подскажет где искать ?
-
NOKS
- Новичок
- Сообщения: 5
- Зарегистрирован: 02 сен 2016, 13:07
- Репутация: 0
- Настоящее имя: Алексей
- Откуда: Пермь
- Контактная информация:
Re: Совет по шпинделю для стали.
220кВт 8000герц......ЛеонидЗахаров писал(а): ↑06 янв 2024, 21:46 https://aliexpress.ru/item/400020606482 ... 30baL3G8I2
Что то частотник к такому шпинделю не могу найти подходящий.
Может тут кто подскажет где искать ?
Нда, на такой двигатель найти частотник проблема нереальная))))
-
hmnijp

- Мастер
- Сообщения: 1726
- Зарегистрирован: 20 авг 2017, 15:02
- Репутация: 532
- Настоящее имя: Константин
- Откуда: Ульяновск
- Контактная информация:
Re: Совет по шпинделю для стали.
на шпинделе написана базовая частота - 400гц. то есть практически любой подойдет.ЛеонидЗахаров писал(а): ↑ Что то частотник к такому шпинделю не могу найти подходящий
-
ЛеонидЗахаров
- Опытный
- Сообщения: 122
- Зарегистрирован: 30 дек 2023, 19:07
- Репутация: 5
- Контактная информация:
-
ЛеонидЗахаров
- Опытный
- Сообщения: 122
- Зарегистрирован: 30 дек 2023, 19:07
- Репутация: 5
- Контактная информация:
Re: Совет по шпинделю для стали.
Какой интересный вариант!
Значит у китайцев такой должен быть за 30-40 к. рублей.
Но на али нету.
Никто не сталкивался с таким.
4х полюсный написано.
Значит у китайцев такой должен быть за 30-40 к. рублей.
Но на али нету.
Никто не сталкивался с таким.
4х полюсный написано.
- Вложения
-
-
Besprizornik
- Мастер
- Сообщения: 270
- Зарегистрирован: 19 сен 2022, 15:05
- Репутация: 5
- Настоящее имя: Василий
- Контактная информация:
Re: Совет по шпинделю для стали.
Ну здрасте. От полтоса без пересыла только начинаются и у китайцев.ЛеонидЗахаров писал(а): ↑ Значит у китайцев такой должен быть за 30-40 к. рублей.
-
Besprizornik
- Мастер
- Сообщения: 270
- Зарегистрирован: 19 сен 2022, 15:05
- Репутация: 5
- Настоящее имя: Василий
- Контактная информация:
Re: Совет по шпинделю для стали.
Уже давно лежит от сверлильно-фрезерной ВМ130 с КМ2, как раз чтоб прямо на него насадить 1,5/1500 или 2,2/3000 для минимума веса, хотя можно и стерву но с ручной сменой особо и не нужно.
-
ЛеонидЗахаров
- Опытный
- Сообщения: 122
- Зарегистрирован: 30 дек 2023, 19:07
- Репутация: 5
- Контактная информация:
Re: Совет по шпинделю для стали.
Значит 56 руб нормальная цена за GDZ-M85A? Дешевле не найти?Besprizornik писал(а): ↑ Ну здрасте. От полтоса без пересыла только начинаются и у китайцев.
Конечно GDK получше был бы, да нет таких в ближайшем доступе.
-
Besprizornik
- Мастер
- Сообщения: 270
- Зарегистрирован: 19 сен 2022, 15:05
- Репутация: 5
- Настоящее имя: Василий
- Контактная информация:
Re: Совет по шпинделю для стали.
Скорее всего да, нормальная. Но тут дело не только в шпинделе, жёсткость станка должна соответствовать стали ещё чтоб не было вибрации иначе на требуемых скоростях подачи не поработать да и фрезам смерть.ЛеонидЗахаров писал(а): ↑ Значит 56 руб нормальная цена за GDZ-M85A?
-
donvictorio

- Мастер
- Сообщения: 2451
- Зарегистрирован: 11 окт 2012, 16:26
- Репутация: 682
- Настоящее имя: Виктор
- Откуда: Санкт-Петербург
- Контактная информация:
Re: Совет по шпинделю для стали.
2-3 тыщи часов должен отработать даже на посредственных подшах. там по сути подшипники и являются расходником, причём дорогие от дешёвых совсем по цене не коррелируют, но это компенсируется гемором по переборке шпинделя и простоем. если этот фактор не критичен, то можно использовать дешёвые подши.Besprizornik писал(а): ↑03 янв 2024, 23:09 А можно глупый вопрос спросить раз про шпиндель для стали? Какой ресурс у подшипников деревянного 2,2-3 кВт можно ожидать с фрезой 4 мм при умеренном насилии?
но, есть нюанс - если шпиндель неправильно закреплён и есть хоть малейший перекос в оси ротора, ресурс подшей падает в разы. может десяток часов отработать и зашуметь.
-
Besprizornik
- Мастер
- Сообщения: 270
- Зарегистрирован: 19 сен 2022, 15:05
- Репутация: 5
- Настоящее имя: Василий
- Контактная информация:
Re: Совет по шпинделю для стали.
Ну этот ньюанс знаем-с.donvictorio писал(а): ↑ но, есть нюанс - если шпиндель неправильно закреплён и есть хоть малейший перекос в оси ротора, ресурс подшей падает в разы. может десяток часов отработать и зашуметь.
-
AuDin
- Новичок
- Сообщения: 15
- Зарегистрирован: 22 мар 2023, 01:33
- Репутация: 1
- Настоящее имя: Дмитрий
- Контактная информация:
Re: Совет по шпинделю для стали.
Я купил такой-же шпиндель как и у топик-стартера - только на 220в - 8 полюсов.
До этого стоял на 3кВт без смены инструмента 4-х полюсный.
На 1000 оборотах я старый шпиндель останавливал рукой за полированную вставку в цангу.
Новый - 8-полюсной - стало очень трудно остановить на 1000 оборотах - т.е. на низах мощнее на 30-40% без дураков (когда покупал - боялся что рекламная брехня).
Но к 8-ми полюсному тяжело найти частотник на 1200Гц.
Я купил Delta VFD25AMS23ANSHA - предпоследняя "Н" - высокочастотная модель, 15000 гц.
Вот тема где я его подключал: https://www.chipmaker.ru/topic/256008/? ... nt=5074938
До этого стоял на 3кВт без смены инструмента 4-х полюсный.
На 1000 оборотах я старый шпиндель останавливал рукой за полированную вставку в цангу.
Новый - 8-полюсной - стало очень трудно остановить на 1000 оборотах - т.е. на низах мощнее на 30-40% без дураков (когда покупал - боялся что рекламная брехня).
Но к 8-ми полюсному тяжело найти частотник на 1200Гц.
Я купил Delta VFD25AMS23ANSHA - предпоследняя "Н" - высокочастотная модель, 15000 гц.
Вот тема где я его подключал: https://www.chipmaker.ru/topic/256008/? ... nt=5074938
Последний раз редактировалось AuDin 10 янв 2024, 01:25, всего редактировалось 2 раза.
-
kurara
- Опытный
- Сообщения: 125
- Зарегистрирован: 22 дек 2018, 16:44
- Репутация: 3
- Контактная информация:
Re: Совет по шпинделю для стали.
Спасибо за реальный отзыв. Я частотник у них же купил на 3.7 квт и 3000герц. Сейчас у них акция на 10тр дешевле , но я купил еще акции не было . Сейчас с привозом 75тр еще 3 дня будет. Жду пока приедит.
-
xek
- Новичок
- Сообщения: 25
- Зарегистрирован: 22 мар 2022, 12:37
- Репутация: 4
- Настоящее имя: Сергей
- Контактная информация:
Re: Совет по шпинделю для стали.
Я тоже недавно купил шпиндель Lusintun 3,5 КВТ 8 полюсов 18000RPM
Ну, я даже не знаю, рукой его остановить нереально даже на 120 об/мин (!)
Частотник надо брать векторный, в китае сам производитель предлагает пропатченный слегка для поднятия частоты векторник Cumark ES580
его и взял.
Работает все отлично, но биение я не мерял и на станок не ставил. При разжатии конуса визуально видно что вал отжимает наружу где-то на 0,1мм, при сбросе давления и зажатии вал уезжает обратно.
Продувка нижнего лабиринта там есть. Продувки конуса нет. Штревель системы BT30-45º. Оправки NBT30
Ну, я даже не знаю, рукой его остановить нереально даже на 120 об/мин (!)
Частотник надо брать векторный, в китае сам производитель предлагает пропатченный слегка для поднятия частоты векторник Cumark ES580
его и взял.
Работает все отлично, но биение я не мерял и на станок не ставил. При разжатии конуса визуально видно что вал отжимает наружу где-то на 0,1мм, при сбросе давления и зажатии вал уезжает обратно.
Продувка нижнего лабиринта там есть. Продувки конуса нет. Штревель системы BT30-45º. Оправки NBT30
Telegram: ryba_xek
Чатик этого форума — https://t.me/cnc_club_telegram
Чатик по хобби-станкам — https://t.me/hobby_cnc
Чатик этого форума — https://t.me/cnc_club_telegram
Чатик по хобби-станкам — https://t.me/hobby_cnc
-
kurara
- Опытный
- Сообщения: 125
- Зарегистрирован: 22 дек 2018, 16:44
- Репутация: 3
- Контактная информация:
Re: Совет по шпинделю для стали.
Подскажите , этот частотник векторный? Китайцы прислали , ни бумажки ни хрена .Где искать как настроить хз?
- Вложения
-
-
-
AuDin
- Новичок
- Сообщения: 15
- Зарегистрирован: 22 мар 2023, 01:33
- Репутация: 1
- Настоящее имя: Дмитрий
- Контактная информация:
Re: Совет по шпинделю для стали.
Нету в природе векторного частотника на 1200 Гц.
И на 1000 нету.
Наверное на 800 в дикой природе существует - но реально я видел только на 600 Гц векторники.
Пропатчена там максимальная-склярная (не векторная!) частота.
С завода он выходит 1000 Гц - по скляру.
Векторный режим в нем 500 Гц
Вот картинка спецификаций на него заводская:
Смотрите в картинке поле "Maximum Frequency"
https://www.cumark.com.cn/en/Uploads/im ... _32625.jpg
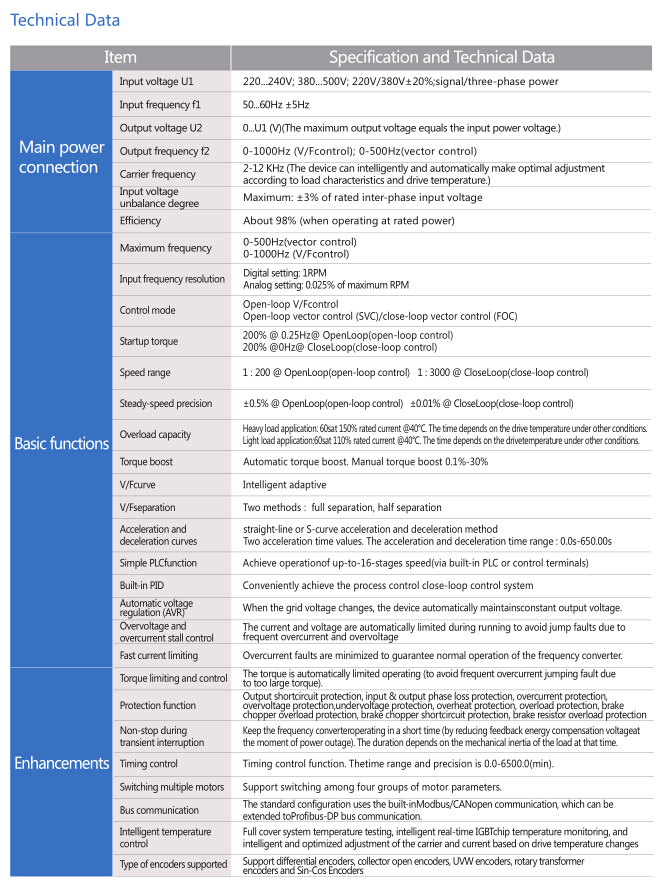{kind=link}
Два оборота в секунду?
Мизинцем...
-
nevkon
- Почётный участник

- Сообщения: 2402
- Зарегистрирован: 17 июл 2015, 10:25
- Репутация: 302
- Настоящее имя: Константин
- Откуда: Балаково (Саратовская обл.)
- Контактная информация:
Re: Совет по шпинделю для стали.
Частотник подозрительно похож на "BD600-3R7G/5R5P-4 Преобразователь частоты Folinn". Не исключаю что это он же самый, но под другим углом.