Аналоговый нет.
Недокументированные возможности DDCS Expert
-
xenon-alien

- Почётный участник

- Сообщения: 4510
- Зарегистрирован: 01 янв 2013, 13:13
- Репутация: 920
- Настоящее имя: Daniel
- Откуда: Закарпатская обл. Украина
- Контактная информация:
Re: Недокументированные возможности DDCS Expert
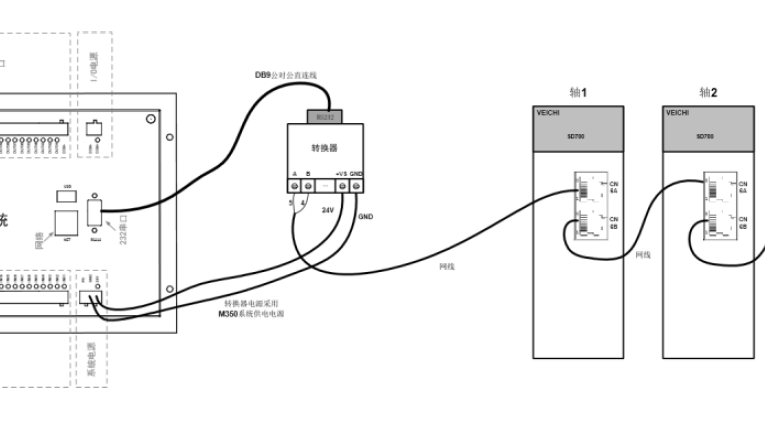
Если я правильно понял, протокол RS485 ипользуется. Не понятно что за девайс повесили. Между приводом и контироллером.
-
Cvazist
- Мастер
- Сообщения: 1093
- Зарегистрирован: 16 окт 2017, 16:07
- Репутация: 85
- Контактная информация:
Re: Недокументированные возможности DDCS Expert
Конвертер 232 в 485
-
Nikolay81
- Опытный
- Сообщения: 123
- Зарегистрирован: 05 мар 2023, 12:52
- Репутация: 27
- Настоящее имя: Николай
- Контактная информация:
Re: Недокументированные возможности DDCS Expert
Добавлены новые программы хоуминга. В том числе для двойной оси. Теперь, плата выравнивания портала, не имеет никакого смысла для владельцев DDCSE.
-
Nikolay81
- Опытный
- Сообщения: 123
- Зарегистрирован: 05 мар 2023, 12:52
- Репутация: 27
- Настоящее имя: Николай
- Контактная информация:
Re: Недокументированные возможности DDCS Expert
Добавлены новые программы хоуминга. В том числе для двойной оси. Теперь, плата выравнивания портала, не имеет никакого смысла для владельцев DDCSE. А функция "быстрый подвод", позволяет экономить кучу времени на хоуминге, для владельцев больших станков.
-
Nikolay81
- Опытный
- Сообщения: 123
- Зарегистрирован: 05 мар 2023, 12:52
- Репутация: 27
- Настоящее имя: Николай
- Контактная информация:
Re: Недокументированные возможности DDCS Expert
Обновление программ хоуминга
-
Nikolay81
- Опытный
- Сообщения: 123
- Зарегистрирован: 05 мар 2023, 12:52
- Репутация: 27
- Настоящее имя: Николай
- Контактная информация:
Re: Недокументированные возможности DDCS Expert
Обновление программ хоуминга. Добавлены мануалы.
-
Nikolay81
- Опытный
- Сообщения: 123
- Зарегистрирован: 05 мар 2023, 12:52
- Репутация: 27
- Настоящее имя: Николай
- Контактная информация:
Re: Недокументированные возможности DDCS Expert
Обновил описание программ хоуминга. Была пара ошибок в документации.
Re: Недокументированные возможности DDCS Expert
Николай. Восхищаюсь вашим трудом. Без вас я бы в в этом контроллере так глубоко не разобрался. Можно спросить совета?
Сейчас есть задача сделать нарезку резьбы метчиком. При этом нарезать будет АС-сервошпиндель. Я добился синхронизации подачи Z со шпинделем. Работает все корректно. Нарезает по G83-84. Но есть отличная идея сделать обратную связь по крутящему моменту алгоритм такой:
Даем команду
M29 S100
G83 Z-10 Q2.5 F100 (тут 2.5 - предельный момент метчика)
1. Контроллер передает предельный крутящий момент в серво-драйвер по средством RS485
2. Контроллер начинает синхронизацию Z-Шпиндель и нарезку резьбы
3. Драйвер при достижении порогового момента выдает сигнал по проподу на какой-то порт IN20 скажем
4. Контроллер останавливается и делает возврат вверх на 1 оборот, затем продолжает нарезку
5. И так пока глубина не будет достигнута.
Серводрайвер я настроил, сигнал о перегрузке он выдает, контроллер его видит. (пока MODBUS не настраивал)
Пробовал править цикл O9083 и в целом разобрался как опрашивать порт через IF или WHILE, но не могу понять, как сделать, чтобы сработка IN20 корректно прерывала нарезку резьбы. Может вы что то подскажете? Или предложите ваш вариант такого макроса.
Задача интересная и думаю многим будет очень полезна
Сейчас есть задача сделать нарезку резьбы метчиком. При этом нарезать будет АС-сервошпиндель. Я добился синхронизации подачи Z со шпинделем. Работает все корректно. Нарезает по G83-84. Но есть отличная идея сделать обратную связь по крутящему моменту алгоритм такой:
Даем команду
M29 S100
G83 Z-10 Q2.5 F100 (тут 2.5 - предельный момент метчика)
1. Контроллер передает предельный крутящий момент в серво-драйвер по средством RS485
2. Контроллер начинает синхронизацию Z-Шпиндель и нарезку резьбы
3. Драйвер при достижении порогового момента выдает сигнал по проподу на какой-то порт IN20 скажем
4. Контроллер останавливается и делает возврат вверх на 1 оборот, затем продолжает нарезку
5. И так пока глубина не будет достигнута.
Серводрайвер я настроил, сигнал о перегрузке он выдает, контроллер его видит. (пока MODBUS не настраивал)
Пробовал править цикл O9083 и в целом разобрался как опрашивать порт через IF или WHILE, но не могу понять, как сделать, чтобы сработка IN20 корректно прерывала нарезку резьбы. Может вы что то подскажете? Или предложите ваш вариант такого макроса.
Задача интересная и думаю многим будет очень полезна
Re: Недокументированные возможности DDCS Expert
Так же есть сейчас интересный проект по изготовлению мастер-станка. Там потребуется выравнивание портала + выравнивание оси Z т.к. по ней 2 швп стоит. Возможно вам будет интересно поучаствовать дистанционно в виде помощи с настройкой и доработкой функций DDCS-E, за какое-то вознаграждение.
- Вложения
-
-
Nikolay81
- Опытный
- Сообщения: 123
- Зарегистрирован: 05 мар 2023, 12:52
- Репутация: 27
- Настоящее имя: Николай
- Контактная информация:
Re: Недокументированные возможности DDCS Expert
Эта программа, может выравнивать любое количество двойных осей. Это предусмотрено изначально.egride писал(а): ↑ Так же есть сейчас интересный проект по изготовлению мастер-станка. Там потребуется выравнивание портала + выравнивание оси Z т.к. по ней 2 швп стоит. Возможно вам будет интересно поучаствовать дистанционно в виде помощи с настройкой и доработкой функций DDCS-E, за какое-то вознаграждение.
Re: Недокументированные возможности DDCS Expert
Была у меня такая мысль. Но помоему G31 считается ДЖОГом, что противоречит идее синхронизации M29 
Попробую на выходных сделать через нее.
Попробую на выходных сделать через нее.
Re: Недокументированные возможности DDCS Expert
Проверил - не работает M29 совместно с G31. Идет простая калибровка без поворота шпинделя.
Попробовал сделать еще вот так:
G31 Z-10 A-3600 F5000 P21 L0 K0 Q1
Оно работает и тормозит четко при сработке входа, но синхронизация осей быстро нарушается, появляется погрешность.
После 1мм по Z градус уже 388 вместо 360.
Шагами мысль была, но оно ведь будет дергаться, плавности не получиться думаю.
А нет ли способа залезть более глубоко в алгоритм G31? Посмотреть как там реализована сработка входа и затем попытаться ее встроить в команду G84?